
国際特許分類[B23K26/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551) | 材料の性質を考慮したもの (343)
国際特許分類[B23K26/32]に分類される特許
1 - 10 / 343
レーザ接合方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
金属部品の製造方法、及び複合成形体
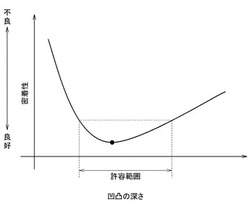
【課題】レーザーで金属部品の表面に粗面を形成して、金属部品と樹脂部品との密着性を向上させる技術において、さらに、金属部品と樹脂部品との密着性を向上させる技術を提供する。
【解決手段】レーザーで金属表面に粗面を並ぶように形成させて、樹脂部品と接合させる金属部品を製造する方法において、隣り合う粗面の間隔と粗面を形成する凹凸の深さとを調整する。より具体的には、隣り合う粗面の間隔を250μm以下に調整し、粗面を形成する凹凸の深さを50μm以下に調整する。
(もっと読む)
積層体およびレーザ溶着方法

【課題】三層を一度に溶着することが可能なレーザ溶着方法および積層体を提供することを目的とする。
【解決手段】この発明に従ったレーザ溶着方法は、樹脂を含むフレーム部1にCO2レーザを照射することでフレーム部の透過率を調整する工程と、フレーム部を、樹脂を含む天板および底板ではさんでフレーム部にレーザを照射することにより、これらを溶着する工程とを備える。
(もっと読む)
シート接合装置
【課題】光透過性、不透過性等の光学的特性の制限を受けることなく、任意の形状に、低い設備コストで、積層シートのシート同士を融着により接合する装置を提供する。
【解決手段】複数枚のシートが重ねられた積層シート7を周面に沿わせて送給する回転ロール2と、レーザ光Lの照射部分が発熱するとともに前記回転ロールの周面と前記積層シートとを密接させる回転ベルト(レーザ光吸収ベルト3)と、前記回転ベルト(レーザ光吸収ベルト3)にレーザ光Lを照射する照射部5と備え、前記レーザ光Lの照射により前記レーザ光吸収ベルト3で発熱した前記回転ベルト(レーザ光吸収ベルト3)の熱で前記積層シート7のシート同士を融着するシート接合装置1を提供する。
(もっと読む)
レーザ接合装置及び焦点合わせ方法
【課題】接合対象物となる2つの部材が互いに接する界面であって、レーザ照射により接合面となるにおいて、レーザ光の焦点を高精度に位置させることができるレーザ接合装置及び焦点合わせ方法を提供する。
【解決手段】本発明の一実施形態に係るレーザ接合装置1は、積層された複数の透明な部材からなる積層部材100の接合部位101にレーザ光110を照射し、積層部材100を接合するレーザ接合装置1であって、積層部材100を載置する載置部2と、載置部2上の積層部材100にレーザ光110を出射するレーザ光源3と、積層部材100の合わせ面103に対してレーザ光源3側に位置する第1の部材102の厚みを計測する厚み計測手段4と、第1の部材102の厚み及び該第1の部材102の屈折率に基づいて、集光レンズ5の先端から合わせ面までの第1の距離を算出し、該第1の距離に基づいてレーザ光110の焦点位置を制御する制御装置7とを備える。
(もっと読む)
レーザ接合装置
【課題】入射側部材と出射側部材との間に生じる隙間を減少させることにより、積層部材を確実に密着し、接合不良が起き難く且つ安定したレーザ接合をすることができるレーザ接合装置を提供すること。
【解決手段】本発明は、複数の透明部材102,104からなる積層部材100の接合領域101にレーザ光110を照射し、積層部材を接合するレーザ接合装置1であって、積層部材を載置する載置部2と、積層部材にレーザ光を出射するレーザ光源ユニット5と、載置された積層部材の一方の面に接する第1の押え部材81であって、レーザ接合時において、積層部材の少なくとも2つの透明部材の合わせ面103とレーザ光とが交わる領域に対して、合わせ面の法線方向に位置する第1押え部材と、載置された積層部材の一方の面と対向する他方の面に接する第2の押え部材80とを備え、第1及び第2の押え部材の少なくとも一方は、積層部材を押圧する、構成とした。
(もっと読む)
気密パッケージおよびその製造方法。
【課題】低融点ガラス等のロウ材に由来する揮発ガス及び接合層からの副次的なガス放散等の影響を受けない気密パッケージのベース本体とカバー蓋体の接合局部溶融手段を利用してコストパフォーマンスを改善し高真空度が維持できる気密パッケージを提供する。
【解決手段】光透過性の材料カバー蓋体17とベース本体11との接合封止において、両者の周辺部の所定接合面のみに短パルスレーザを照射し、この接合面の周辺部位を局部溶解させ、同時に気密封止する。また、互いに同一の透明材料からなるカバー蓋体およびベース本体の所定の接合面のみに短パルスレーザを照射し、該接合面の周辺部位を局部溶解させて気密的に封着する事により、カバー蓋体とベース本体を接合すると同時に気密封止も完了させ、製造工程数を少なくしてコストを軽減する。
(もっと読む)
レーザ照射による樹脂部材の溶融接合方法
【課題】光透過性樹脂部材と光吸収性樹脂部材とをレーザ照射により溶融接合するにあたり、作業効率が良好で且つ溶融接合領域全域に亘って均一な接合状態を確保することができる溶融接合方法を提供することにある。
【解決手段】第1のレーザスキャンヘッド30から発するレーザ光L1によって第1のレーザ走査経路C1を走査照射し、第2のレーザスキャンヘッド35から発するレーザ光L2によって2レーザ走査経路C2を走査照射し、第1のレーザ走査経路C1及び第2レーザ走査経路C2においてレーザ光L1とレーザ光L2がオーバーラップして走査照射する領域A及びBにおける走査照射速度を、レーザ光L1又はレーザ光L2が単独で走査照射する領域における走査照射速度の2倍の速度とした。
(もっと読む)
異種金属の接合方法
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
接合体の製造方法
【課題】接合材の厚さに制限されることなく、より確実にかつより強い強度で接合された接合体を製造する方法を提供する。
【解決手段】加熱光5の照射によって加熱溶融する接合材4を用いて第一および第二の部材2,3が接合された接合体1の製造方法に係る。第一の部材2の、第二の部材3と接合される接合面に第一の接合材料層4aを形成する工程と、第一の接合材料層4aの、第一の部材2と接触している面とは反対側の面、または第二の部材3の、第一の部材2と接合される接合面に、所定の波長を有する第一の加熱光5に対して第一の接合材料層4aの吸光率よりも大きい吸光率を有する第二の接合材料層4bを形成する工程と、第一および第二の部材の間に第一および第二の接合材料層4a,4bを挟んだ状態で第一および第二の部材を配置する工程と、第一の加熱光5を、第一の接合材料層4aの側から照射する第一加熱光照射工程と、を含む。
(もっと読む)
1 - 10 / 343
[ Back to top ]