
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
101 - 110 / 781
溶接部モデル作成装置、反射源位置推定装置、及び溶接部モデル作成方法
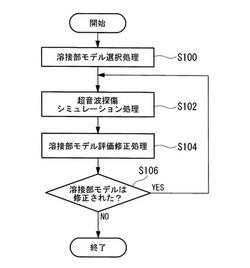
【課題】超音波探傷の対象となる溶接部を含む被検査体を模擬した精度の高い溶接部モデルを作成することを目的とする。
【解決手段】情報処理装置は、少なくとも溶接部を含む被検査体を模擬した複数の溶接部モデルを記憶したHDDから、予め超音波探傷が実行された被検査体に対する溶接の仕様を示す溶接条件、及び溶接された被検査体の仕様を示す被検査体条件に応じた溶接部モデルを選択し、選択した溶接部モデルと、被検査体に対して予め実行した超音波探傷で用いた探触子の仕様を示す探傷条件とに基づいて、超音波探傷を模擬した演算を実行し、予め超音波探傷で実測された被検査体の超音波探傷信号である実測探傷信号と、演算によって算出された超音波探傷信号である演算探傷信号との差が小さくなるように、溶接部モデルを修正する。
(もっと読む)
板材溶接部の段差量の測定方法および装置

【課題】板材を搬送中に、オンラインで板材の溶接部における段差量を正確に測定することができる板材溶接部の段差量の測定方法および装置を提供する。
【解決手段】溶接により複数の板材をつなぎ合わせた板材Sを搬送しながら、前記板材Sの溶接部S3の溶接線を横切る線上において前記板材Sまでの距離を非接触でかつ同時に多点計測し、前記計測した距離をもとに前記溶接部S3における前記鋼板Sの段差量を算出する。好ましくは、前記溶接線を横切る線上に配列した複数のレーザ距離計41aにより前記多点計測を行なう。
(もっと読む)
溶接構造体及びその製造方法
【課題】製造工程の増加を抑えつつ回し溶接部におけるき裂の発生を抑制可能な溶接構造体及びその製造方法を提供する。
【解決手段】溶接構造体100は、第1短手ビード部320aと、第1延在ビード部330aと、を有する回し溶接部30を備える。第1延在ビード部330aは、第1短手ビード部320aに連結され、長手方向において板状部材20と反対向きに延在する。短手方向において、第1短手ビード部320aの幅320Wは、板状部材20から離れるほど小さい。短手方向において、第1延在ビード部330aの全幅330Wmaxは、第1短手ビード部320aの全幅320Wmaxよりも小さい。
(もっと読む)
溶接継手及び溶接継手の製造方法
【課題】 ピーニング処理が施された溶接継手の耐疲労特性をさらに向上させる。
【解決手段】 ピーニング処理が施された領域であるピーニング処理部105a、105bに対して、研削研磨深さdを0.1[mm]以上2[mm]以下とする研削研磨処理を行って、ピーニング処理部105a、105bの表層に生じた硬化層と、細かな凹凸を除去する。
(もっと読む)
溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品
【課題】溶接部に機械的特性の低下部分を含まない溶接製品を得ることを可能ならしめる溶接欠陥検出システムを提供する。
【解決手段】溶接施工時の溶接部を対象とし、スパークセンサ12で該対象の発光状態を撮像し、該撮像した画像からスパークを判定するスパーク判定工程と、前記対象の輝度をDSセンサ10で画像信号として捉えて監視する輝度監視工程と、前記スパーク判定工程の判定結果と前記輝度監視工程の監視結果とに基づいて溶接欠陥を判定する欠陥判定工程とを、コンピュータ(例えばPC)にて実行するよう構成した。
(もっと読む)
スポット溶接検査方法および装置
【課題】広範囲領域でのスポット溶接の有無、およびスポット溶接位置の検査を可能とするスポット溶接検査方法および装置を提供する。
【解決手段】スポット溶接を施した溶接母材に対して斜光を照射する第1の投光機と、上方から溶接母材の画像を取得する撮像機と、第1の投光機および撮像機を搭載し、溶接母材に対する位置調整可能な走査装置と、撮像機からの画像情報を処理する処理装置から構成され、処理装置は、撮像機から得られた3階層レベルの輝度の第1の画像から、中間輝度レベルと中間輝度レベル以外の輝度の2階層レベルの輝度で構成された第2の画像を得、中間輝度レベル以外の輝度の部分をスポット溶接のエッジ部分とする第1の手段、第1の手段によるエッジ部分からスポット溶接の中心位置を決定する第2の手段を備える。
(もっと読む)
原子炉炉内構造物の補修方法
【課題】溶接の終端部の溶接割れを確実に抑制することができる原子炉の炉内構造物の補修方法を提供する。
【解決手段】原子炉炉内構造物の補修予定箇所に開先加工部1を形成する第1のステップと、前記開先加工部1の一方の端部を含む所定範囲の炉内構造物表面に対し平坦部側から溶接ワイヤを供給して第1の溶接を実施し第1溶接部2を形成する第2のステップと、開先加工部1側の第1溶接部2を除去する第3のステップと、前記開先加工部1と除去後の第1溶接部2に対しワイヤを供給する第2の溶接を前記第1の溶接とは逆方向に実施し第2溶接部3を形成する第4のステップと、第3以降の溶接を前記第2溶接部3の上部でかつ前記除去後の第1溶接部2から出ないように実施し、複数層からなる溶接部4を形成する第5のステップと、前記第5ステップで形成された溶接層の表面を削り取る第6のステップと、を有する
(もっと読む)
筒状物溶接時のルートギャップ形成方法
【課題】平板を筒状に折曲させてその突き合わせ部分を溶接するには、両突き合わせ端面間にルートギャップ(ルート開先)を形成する必要があるが、従来ではそのルートギャップの形成が面倒であった。
【解決手段】平板原材の切断時において、溶接すべき突き合わせ端面21における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面21を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップGを形成し得る小突部3,3・・をそれぞれ一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面21,21間に小突部3の突出幅のルートギャップGを形成できるようにしている。
(もっと読む)
スポット溶接部の検査方法及び検査装置
【課題】熱影響部の影響を受けることなくスポット溶接部の良否を正確に検査すること。
【解決手段】超音波探触子10が、スポット溶接部4の外側の板材である上板2の複数の送波位置から上板2を伝搬する超音波信号を送波し、超音波探触子20が、上板2の複数の受波位置において、少なくとも伝搬経路にスポット溶接部を含む超音波信号を受波する。そして、演算装置34が、超音波探触子20によって受波された超音波信号の伝搬時間を算出し、算出された伝搬時間に基づいてスポット溶接部4の良否を判定する。
(もっと読む)
配管溶接部の予防保全方法
【課題】カメラの損傷を回避することができる配管溶接部の予防保全方法を提供する。
【解決手段】連結された第1走行体29及び第2走行体28を有する配管内アクセス装置27は、第1走行体29の駆動輪41及び第2走行体28の駆動輪35の回転によって、配管25内を移動する。噴射ノズル30及びCCDカメラ31が第1走行体29に設けられたシリンダ装置34に取り付けられる。第1走行体29が配管25の溶接部26に到達したとき、配管内アクセス装置27の移動が停止され、噴射ノズル30がシリンダ装置34の外側に向って移動し、CCDカメラ31がシリンダ装置34内に収納される。溶接部26の外面が高周波誘導加熱装置55によって加熱され、噴射ノズル30から噴射された冷却水によって溶接部26の内面が冷却される。これによって、溶接部26付近の内面に圧縮残留応力が付与される。
(もっと読む)
101 - 110 / 781
[ Back to top ]