
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
11 - 20 / 781
継手構造物の使用限界予測方法
【課題】高強度・厚肉UOE鋼管における継手の延性破壊性能予測方法として好適な、継手部に対して直角方向に大きな塑性変形が想定される継手構造物の延性破壊における使用限界を簡易に予測する手法を提供する。
【解決手段】継手部に対して直角方向に負荷される引張り応力により、前記継手部の欠陥から延性き裂が発生するが、母材部で延性破壊する継手構造物の使用限界を予測する場合において、継手構造物が母材部で延性破壊する際の延性破壊限界ひずみと、当該継手構造物の使用中のひずみとを比較して使用限界を予測する際、前記延性破壊限界ひずみを(1)式により求めることを特徴とする継手構造物の使用限界予測方法。
εL:継手構造物の延性破壊限界ひずみ[%]、Lw:継手構造物の変形量を評価する標点間距離、εT:母材部の一様伸び[%]、εF:母材部の破断時伸び[%]、L0:母材部の全厚引張試験片の標点間距離
(もっと読む)
溶接方法および溶接継手
【課題】ガセット板と高張力鋼の角廻し溶接部の疲労強度を飛躍的に向上させることができる溶接方法および溶接継手を提供する。
【解決手段】ガセット板を高張力鋼に角廻し溶接により溶接する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、ガセット板の端部の長手方向に17mm以上の長さのビードを形成する溶接方法。前記溶接方法を用いて、ガセット板が高張力鋼に溶接されている溶接継手。既存の鋼構造物におけるガセットと母材からなる角廻し溶接部を溶接により補修または補強する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、角廻し溶接部のガセット板の端部の長手方向に、ガセット板の端部からのビード部の長さが17mm以上となるようにビードを形成する溶接方法。
(もっと読む)
レーザ計測用治具及び加工処理の前処理方法

【課題】複数の検出面同士が交差する位置を加工対象箇所とするレーザ計測器を用いた前処理において、正確に加工対象箇所を検出可能とする。
【解決手段】レーザ計測用治具1であって、複数の検出面同士が交差する位置を加工対象箇所として検出するレーザ計測器によって前記加工対象箇所が検出される被加工物に装着されると共に、前記検出面の一つに重ねられて当該検出面に代わってレーザ計測器のレーザ光が照射される擬似検出面21を有する。
(もっと読む)
ワーク位置決め方法及び装置
【課題】フレームを精度よく組み立てることができるワーク位置決め方法及び装置を提供する。
【解決手段】溶接を実行する前に、後部フレーム組立体16の前部フレーム組立体14に対する正規姿勢を基準とした位置ズレである変位量Lαと、後部フレーム組立体16を正規姿勢に保持した状態での作用力px(反力)とを計測し、計測した当該変位量Lαと作用力pxとに基づいて、溶接後に後部フレーム組立体16の位置決めを解除したときに後部フレーム組立体16が正規姿勢に戻るようにするための矯正変位量Dを算出し、後部フレーム組立体16を矯正変位させる。
(もっと読む)
溶接技量評価装置及び溶接部品質評価装置
【課題】溶融池を画像として目視しながらの溶接訓練により、溶融池の詳細な知見を得ることができ、より短時間での溶接技量向上を可能とした溶接技量評価装置や、溶接部の品質(溶接途上完全溶け込みと不完全溶け込み)を溶接途上リアルタイムに検知しながらの溶接作業を可能とした溶接部品質評価装置を提供すること。
【解決手段】トーチ挙動と溶融池表面挙動を観察する溶融池観察カメラ、前記溶融池観察カメラと一体で移動する溶融池裏側の溶融状態を計測する裏波観察カメラ、溶接トーチに取り付けて溶融状態とアーク状態を監視するトーチカメラ、溶接者の姿勢を撮影する全体挙動撮影カメラ、これら4台のカメラにより撮像された画像を、溶接電流・電圧信号とともに表示するモニター、4台のカメラにより撮像された画像情報を、溶接電流・溶接電圧測定装置から得られる溶接電流・電圧信号とともに記憶・解析する記憶装置、及び、前記4台のカメラにより撮像された画像のいずれかを表示する小型モニターを装着した溶接保護面を装備した溶接技量評価装置とする。
(もっと読む)
レーザアークハイブリッド溶接割れ試験方法
【課題】構造物に対してレーザアークハイブリッド溶接を行う際の溶接割れのリスクを評価し得るレーザアークハイブリッド溶接割れ試験方法を提供する。
【解決手段】中央部に、スリット4が形成された試験片1を用いたレーザアークハイブリッド溶接割れ試験方法であって、実際の構造物の拘束度及びこの拘束度に対応するひずみを反映させた試験片1の外形寸法及びスリット4の長さLsを決定する工程と、この工程で決定された外形寸法で板材を切り出すと共に、切り出した板材の中央部にスリット4を該工程で決定された長さLsでそれぞれ形成して試験片を製作する工程と、製作した試験片1のスリット4に対してレーザアークハイブリッド溶接を施す溶接工程と、溶接工程での溶接後の試験片1を複数箇所で切断する工程と、切断工程で得た試験片1の断面から該断面で生じている割れ率の平均を計測して、溶接割れのリスクを評価する工程を有している。
(もっと読む)
作業検査方法と作業装置
【課題】製品における多数の対象部分をロボットと人とで検査する場合に、ロボットによる作業と人による検査を、効率よく行え、かつ、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えるようにする。
【解決手段】ステップS1において、ロボットは、製品における多数の対象部分に対して順番に作業を行う。ステップS1が進行している時に、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査する。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1の作業を停止する。
(もっと読む)
亀裂の補修方法
【課題】既設鋼構造物の鋼材に発生した亀裂にレーザ光を照射して亀裂を補修する。
【解決手段】既設鋼構造物1の鋼材3に発生した亀裂5の一端部5aに形成された第一貫通孔20から亀裂5の他端部5bまで、所定のスポット径のレーザ光11を亀裂5に沿って照射し、亀裂5を溶融させて消去することで、既設鋼構造物の鋼材3に発生した亀裂5を容易且つ確実に補修することが出来る。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
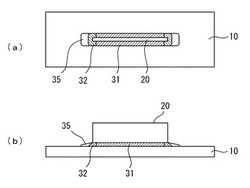
接合体の製造方法、接合体及び金属製品
【課題】第1金属部材と第2金属部材との間に大きな温度差が発生する条件で接合体を使用した場合においても破損し難い接合体を製造可能な接合体の製造方法を提供する。
【解決手段】第1金属部材12と第2金属部材14との間に第3金属部材16を介在させた状態で第1金属部材12、第2金属部材14及び第3金属部材16を接合して接合体を形成する接合体形成工程を含み、当該接合体形成工程は、第1金属部材12と第2金属部材14との間に縦弾性係数及び硬度が比較的低い第3金属部材16を介在させた状態で各金属部材を固相接合する固相接合工程と、第1金属部材12と第3金属部材16との接合面近傍に第1硬度遷移領域13が形成され、かつ、第2金属部材14と第3金属部材16との接合面近傍に第2硬度遷移領域15が形成されるように熱処理を施す硬度遷移領域形成工程とを含む接合体の製造方法。
(もっと読む)
11 - 20 / 781
[ Back to top ]