
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
21 - 30 / 781
プラズマ切断監視装置
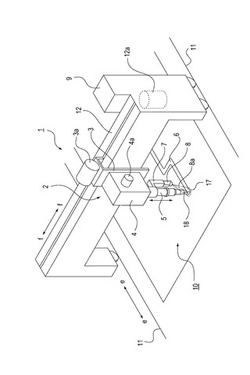
【課題】 本発明は、経時的に現在と最前とのプラズマアークの外径直径や切断溝幅を比較して切断状況を監視し得るプラズマ切断監視装置を提供することを可能にすることを目的としている。
【解決手段】 CMOSカメラ8により撮像された撮像画像情報からプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとを算出する画像解析部19と、画像解析部19により算出された現在と、記憶部22に記憶された最前とのそれぞれのプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとを比較する比較部20と、該比較部20により比較される、現在と、最前のとのそれぞれの実際の切断時のプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとのそれぞれの差が、予め設定された許容範囲から何れかが外れた場合にプラズマ切断装置2の切断動作に異常が生じたと判断する切断状態判定部14とを有する。
(もっと読む)
異種金属接合方法
【課題】接合界面に金属間化合物層を有しながら、高い継手強度を備えた異種金属接合部材を効率的に製作することができる異種金属接合方法を提供すること。
【解決手段】接合部における拡散層の一部に少なくとも1種の金属間化合物を含む化合物層を形成して異種金属材料の接合するに際して、急熱過程とこれに続く急冷過程を有する接合を実施した後、低融点側金属材料の主成分金属が接合部の急冷組織の原子空孔が集合してできた転位ループやボイドを消失させる温度以上、かつ生成する金属間化合物のうち融点が最も低い金属間化合物の絶対温度で表された融点の1/2以下の温度範囲で熱処理を行う。
(もっと読む)
2電極左右差溶接方法

【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
フレーム構造体の組立方法
【課題】角筒状のフレーム材同士を突き合わせて溶接を施すにあたり、溶接に伴う変形を抑制するとともに、溶接部の接合強度を確保することができるフレーム構造体の溶接方法を提供する。
【解決手段】角筒状の一方のフレーム材10(サイドフレーム)の側面に、角筒状の他方のフレーム材20(クロスフレーム)の端面を突き当てた状態で、その突き当て部を溶接することにより、フレーム構造体100を組立てるフレーム構造体の組立方法であって、クロスフレーム20の端面21の周縁を構成する辺のうち、長さの長い長辺S1を溶接する際には、その長辺S1の長さを二つ以上に分割して溶接する。
(もっと読む)
耐疲労特性に優れた溶接継手及びその製造方法
【課題】溶接止端部をピーニング処理した際、溶接止端部に折れ込み疵が生じるのを抑制できるとともに、十分な応力集中緩和効果を得ることが可能な、耐疲労特性に優れた溶接継手の製造方法を提供する。
【解決手段】溶接止端部にピーニング処理を施す際、ピーニング処理前の溶接止端部の半径ρ(mm)、フランク角度θ(°)、及び、ピーニング処理に用いる振動端子の先端部の曲率半径r(mm)の各々の関係が、次式{ρ/θ ≧ r/100}及び{2 ≦ r ≦ 10}をそれぞれ満足するようにする。
(もっと読む)
溶接ビード欠陥検出装置及び溶接ビード欠陥検出方法
【課題】溶接ビード欠陥の検出精度を向上できる溶接ビード欠陥検出装置及び溶接ビード欠陥検出方法を提供する。
【解決手段】溶接ビードの欠陥を検出する溶接ビード欠陥検出装置10であって、溶接モデルBLと平滑モデルSLとの比較、あるいは、平滑モデルSLと折線モデルVLとの比較、に基づいて、溶接モデルBLを、異常点と正常点とに分別する点群データ分別手段200と、異常点と、隣接する正常点間の距離と、に基づいて、溶接モデルBLを、欠落領域GGと非欠落領域GNとに分別する欠落領域分別手段300と、欠落領域GGまたは非欠落領域GNを順次併合して併合欠落領域GGGとする欠落領域併合手段400と、を具備する。
(もっと読む)
T型溶接継手構造体におけるT継手部の疲労特性評価方法
【課題】T型溶接継手構造体におけるT継手部の疲労特性を、煩雑な疲労試験を行なうことなく、簡便かつ迅速に評価するための方法を提供する。
【解決手段】引張強度500〜650MPaのベイナイト組織鋼板を用いたT型溶接継手構造体におけるT継手部の疲労特性を評価する方法であって、T継手部の溶接熱影響部において、下記式(1)で表される繰り返し軟化パラメータ(1)を用いてT型溶接継手構造体の疲労特性を評価する方法である。繰り返し軟化パラメータ(1)=1/√(A×KAM)・・・(1)、但し、A×KAM>10。式中、Aは、隣接する2つの結晶の方位差が15°以上の大角粒界で囲まれた領域を結晶粒としたとき、前記結晶粒の平均円相当直径(μm)であり、KAMは、結晶粒内の平均方位差(Kernel Average Misorientation、°)である。
(もっと読む)
ロングレールの製造方法
【課題】従来と比較して溶接部の疲労強度が向上したロングレールの製造方法を提供する。
【解決手段】本発明に係るロングレールの製造方法は、少なくとも2本のレールをエンクローズアーク溶接し、溶接部に形成されたビードの止端部、及び前記ビードの不連続部分に超音波ピーニング処理を行うロングレールの製造方法であって、前記超音波ピーニング処理に用いる打撃用部材を、5mm/秒以上10mm/秒以下の速度で前記止端部及び前記不連続部分に沿って3パス以上移動させることを特徴とする。
(もっと読む)
大型船舶用エンジン排気バルブの製造方法
【課題】
大型船舶のディーゼルエンジンにおける高負荷にも耐え得る耐久性の高い大型船舶用エンジン排気バルブの製造方法の提供。
【解決手段】
丸棒鋼材の先端を覆うようにNi−Cr−Al系Ni基時効析出合金からなる溶接材料を複数回重ねて肉盛溶接(S2)した後に、先端を熱間型入鍛造して溶接部の組織調整を与えつつ傘部を成形し(S3)、固溶化熱処理(S4)及び時効析出熱処理(S5)を与えて供されることを特徴とする。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
21 - 30 / 781
[ Back to top ]