
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
31 - 40 / 781
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
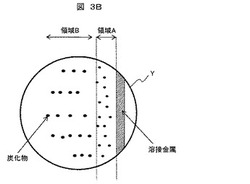
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
金属部品の修理方法

【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、前記ろう材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
(もっと読む)
原子力容器の外観検査のためのシステムおよび装置
【課題】原子力容器の外観検査のためのシステムおよび装置を提供する。
【解決手段】システムは、原子力容器101の中の領域へ移動可能である、潜水可能に遠隔作動される車両(SROV)システム105を含む。SROVシステム105は、原子力容器コンポーネントの外観検査のための操縦可能な検査カメラ組立体を含み、検査カメラ組立体は、SROVシステム105に関連して操縦可能である。また、システムは、原子力容器の中の領域から離れた領域に配置された制御システム115も含む。制御システム115は、SROVシステム105の移動および検査カメラ組立体の操縦を制御するように構成されている。
(もっと読む)
肉盛溶接方法及び金属部材の補修方法
【課題】肉盛溶接により補修した金属部材における、母材の硬度と肉盛溶接部分の硬度とを概略等しくして、金属部材の表面粗さのムラを抑制し得る属部材の補修方法を提供する。
【解決手段】表面に穴が生じている金属部材の当該穴を、母材である金属部材よりも硬度が低く、母材と同種の材料よりなる溶接材料を用いて肉盛溶接をする。肉盛溶接部分は固化時の急冷によって結晶粒が微細化するので結晶粒微細化硬化により母材の硬度と肉盛溶接部分の硬度とを概略等しくする。
(もっと読む)
管内面溶接補修装置
【課題】開口から内方へ深く入った位置での管内面の溶接補修を容易に行うことができる管内面溶接補修装置を提供する。
【解決手段】管体P内の長手方向へ進退可能に挿入された支持部材1と、当該支持部材1の先端部に支持されて管体Pの内周面に向けられた溶接トーチ2と、支持部材1の先端部に支持されて溶接トーチ2による補修部を含む所定領域を撮影し撮影画像を出力する撮影装置5と、支持部材1の先端部に設けられて、当該支持部材1の進入方向前方の管体P内を撮影し撮影画像を出力する撮影装置6とを設ける。
(もっと読む)
接合継ぎ目を監視する光学測定装置、ならびに同測定装置を備える接合ヘッド及びレーザ溶接ヘッド
【課題】ワークピース内の接合領域を監視する光学測定装置を提供する。
【解決手段】光学測定装置100は、接合対象であるワークピース16の方向に光扇22を投射して、前記接合対象であるワークピースの接合領域10内に、その接合領域内の接合継ぎ目14と交差する三角測量光ライン24を生成するのに適した第1光源20を備える少なくとも一つの光切断装置18と、前記接合対象であるワークピースの接合領域を均一に照光する第2光源28を備える照光装置26と、接合継ぎ目上に投影された三角測量光ラインの空間分解画像を生成する、第1測定ビーム経路32を有する第1光センサ30と、接合継ぎ目の空間分解画像を生成する、第2測定ビーム経路36を有する第2光センサ34とを含み、第2測定ビーム経路は、第1測定ビーム経路内に同軸結合され、第1光センサの読み取り速度は1kHzを上回り、第2光センサの読み取り速度は500Hz未満である。
(もっと読む)
隅肉溶接の溶接継手
【課題】隅肉溶接の溶接継手にて、主板に反復応力が繰り返し作用しても溶接止端部に応力が集中するのを防止することによって、優れた疲労特性を有する溶接継手を提供する。
【解決手段】2枚の鋼板を主板および上板として使用する隅肉溶接の溶接継手であって、主板の板厚をt(mm)とし、溶接継手の溶接止端部の全長にろう付けを施して形成されるろう付け部の幅W(mm)および見掛け高さH(mm)が、3mm≦W≦5t,1.5mm≦2H≦Wを満足する溶接継手。
(もっと読む)
歪み取り装置
【課題】縦壁面の歪み取り作業の効率を向上することができるとともに作業員の負担を低減することができる歪み取り装置を提供する。
【解決手段】熱源を生成する加熱コイル2aと加熱コイル2aに配置される磁性体2bとを有する加熱部2と、加熱コイル2aに高周波磁束を発生させるトランス部3と、加熱対象部に冷却流体を放出する冷却ライン4と、加熱部2、トランス部3及び冷却ライン4を支持する筐体5と、を備え、加熱対象部は縦壁面Wを有し、筐体5に配置され縦壁面Wに吸着可能かつ転動可能な複数の車輪6と、筐体5を縦壁面Wに沿って吊下げ可能な係止手段7と、筐体5を縦壁面Wに沿って移動させる駆動手段8と、を有する。
(もっと読む)
溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法
【課題】コストや重量をほとんど増加させないで、薄板部品の疲労亀裂発生の防止、または疲労亀裂発生時期の遅延を効果的に達成できる溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法を提供する。
【解決手段】少なくとも1部品は薄板でなる、少なくとも2部品11,15を溶接する溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法である。薄板部品11に他の部品15を数箇所で断続的にアーク溶接した溶接部品における、応力が集中する溶接部位eと、応力の方向と大きさとを予め検証する。応力が集中する溶接部位eと薄板部品11とに跨って、薄板部品11に疲労亀裂が発生しない方向と長さに設定した応力分散用溶接ビードfを置く。
(もっと読む)
打撃処理方法及び装置
【課題】ピーニング処理して溶接構造物に圧縮残留応力を導入して溶接継手の疲労強度を改善する。
【解決手段】溶接ビード5の止端部付近に、打撃ツール1を押し付けて溶接線方向に移動させてピーニング処理する打撃処理方法であって、打撃ツールは打撃処理装置本体に垂直方向にスライド可能なピーニングツール2に装着され、ピーニングツールは押しバネを介して打撃処理装置に装着され、打撃処理装置を垂直方向に押さえつけないときには押しバネによって打撃ツールの先端部分が打撃処理装置基部の移動用部材で形成される面から突出して打撃処理装置の打撃ツールを設けた側の移動用部材が母材金属材料8表面から浮いた状態にあり、打撃処理操作時には打撃処理装置を垂直方向に押さえつけて打撃ツール先端が移動用部材で形成される面と同じ面にあるようにして打撃ツールが母材金属材料表面を押圧する状態として打撃処理装置を溶接線方向に移動させる打撃処理方法。
(もっと読む)
31 - 40 / 781
[ Back to top ]