
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
91 - 100 / 126
羽根車の溶接方法及び溶接装置
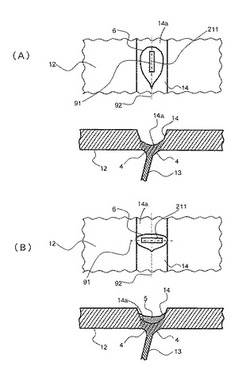
【課題】溶接ビードの仕上げ加工等を省略ないし簡素化することができるとともに、肉盛溶接の施工効率の向上、溶接変形の緩和等も図りながら、溶接継手部に所要の強度を確保できる羽根車の溶接方法及び溶接装置を提供する。
【解決手段】羽根13に突き合わせられる側板12の反突き合わせ側の面に、羽根13に向けて所定の深さと幅を有する溝14を設け、該溝14の底部14aにレーザ光21を照射して、裏側に形成されるビード部分4が内方側に凹んだ曲面となるように、溝底部14aと羽根13の端部とを裏波溶接し、その後、溝底部14aにレーザ光21を走査しながら溶融部に溶加材8を供給して肉盛溶接を行う。この場合、レーザ光21の集光部211が細長方形とされ、裏波溶接工程では、集光部211の長辺を溝14の長さ方向に対して平行ないし所定角度傾斜させ、溶接工程では、集光部211の長辺を溝14の長さ方向に対して裏波溶接工程とは異なる角度に傾斜させる。
(もっと読む)
レーザ溶接継手および当該継手を用いた接合体

【課題】安定したシールドガス雰囲気をつくり、熱伝導のバランスが良いレーザ溶接継手および当該継手を用いた接合体を提供すること。
【解決手段】一対の被接合部材10A,10Bの端部同士を突き合わせ、その突き合わせた接合部に対してシールドガスを噴射しながら行われるレーザ溶接又はレーザ・アークハイブリッド溶接を行うためのものであって、一対の被接合部材10A,10Bに対し、両方の被接合部材の端面から突き出した一対の接合突起17,18と、一方の被接合部材の端面から突き出した副突起19とが形成され、一対の接合突起17,18を突き合わせた場合に、副突起19を他方の被接合部材の端面側に突き当てることにより、一対の接合突起17,18と副突起19とによって囲んだ裏側空間20を形成するレーザ溶接継手。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
溶接構造および溶接方法
【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
(もっと読む)
発電機、特にタービン発電機に用いられるロータ
【課題】互いに溶接されたディスク状のロータエレメントから形成されていて、磁気的に有効な可能な限り大きな体積と同時に高い機械的な強度を有する、発電機に用いられるロータを提供する。
【解決手段】ギャップ37の外周で該ギャップが、溶接シーム17に隣接した拡幅された中空室38に移行しているようにした。
(もっと読む)
構造体の製作方法及び鉄道車両用構体
【課題】三次元曲面を有する面板の外周にリブを有する複数のブロックを簡単かつ確実に溶接接合することができ、製造コストの低減を図ることができる構造体の製作方法及び鉄道車両用構体を提供する。
【解決手段】三次元曲面を有する面板13と該面板13の外周に設けたリブ14とを有する複数のブロック11,12を、各ブロックの外周に設けた前記リブ同士を溶接して各ブロックを接合することより三次元曲面を有する構造体、特に鉄道車両用先頭構体を製作する方法であって、前記リブ同士を溶接する際に、両リブの当接面14a間に溶接時の溶け込みを確保するための板厚を有する間隔板16を配置し、面板、リブ、間隔板を溶接して一体化する。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】レーザビームによる被接合部材への入熱過多によって歪みが生じないようにしたレーザ溶接用接合継手及び当該継手によってレーザ溶接された接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、当該被接合部材1A,1Bに形成されたものであって、被接合部材1A,1Bの接合端部には、接合端面13,14が連続するようにレーザ照射面側に突設した凸部15が形成され、該凸部15のレーザ照射面側に溶接溝16が形成されたレーザ溶接用接合継手。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】接合線の検出が確実にでき、またレーザによる入熱を効率良く行うことができるようにしたレーザ溶接用接合継手および接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、被接合部材1A,1Bに形成されたものであって、接合部のレーザ照射面側に、被接合部材(11,2)の板厚よりも浅い溶接溝10が形成されたレーザ溶接用接合継手。
(もっと読む)
異種金属材の溶接方法
【課題】 冷間圧延に供される高融点金属材と低融点金属材の溶接金属部における高融点金属リッチ層の発生を防止し、溶接後の冷間圧延工程における溶接金属部の亀裂発生を防止することができる異種金属材の溶接方法を提供する。
【解決手段】 冷間圧延に供される高融点金属からなる第一金属材1と低融点金属からなる第二金属材2とを突合せ溶接により接合する異種金属材の溶接方法であって、第一金属材1と第二金属材2の突合せ部に、第一金属材1側にのみベベル角度φ=30°〜60°の開先3を形成したレ形開先4を設け、このレ形開先4部をアーク溶接する。
(もっと読む)
91 - 100 / 126
[ Back to top ]