
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
11 - 20 / 126
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
異材継手ならびに異材継手を用いた構造物およびその製造方法

【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
造管設備に適用される鉄板ストリップ接合装置
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
重ね継手用の板状部材
【課題】 コーナ部の溶込み不足が発生し難い重ね継手用の板状部材を提供する。
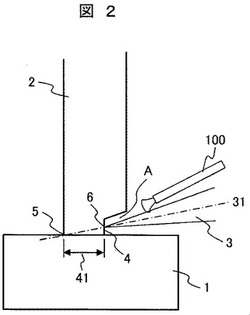
【解決手段】 2つの板状部材の端部を重ねて、溶接用のトーチの先端が、一方の板状部材の端面と他方の板状部材の側面とがなすコーナ部へ向けて進入してすみ肉溶接される重ね継手に用いられる板状部材であって、溶接される板状部材の端面は傾斜面であることを特徴とする重ね継手用の板状部材。
(もっと読む)
熱加工制御鋼板の溶接方法
【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
鉄骨構造物柱梁接合部の梁と突起付き内ダイアフラム直結工法
【課題】
従来、建築鉄骨柱梁接合部は角形鋼管柱を建物階毎に切断して通しダイアフラム方式で組み立てて複雑で製作工数が多くかかりダイアフラム外周部の劣化と変形を惹起し、柱を階毎に切断しなくても4面ボックス柱とダイアフラムとの間でエレクトロスラグ溶接で多大な溶接量を余儀なくされ500〜1000KJ/cmの超大入熱でダイアフラムと柱の溶接をして柱のラメラーテア等の割れや劣化を起こしやすくしている。
【解決手段】
本発明では、板厚が25mm以上で直径400mm以上の4面箱形鋼管柱に対し、該鋼管柱を各階ごとに切断せず、該箱形鋼管柱面に部分的に開けた貫通孔と外開きの全周開先付き突起を設けた内ダイアフラム端部とを小溶接量・低入熱で溶接し、更に、H形鋼梁を、貫通孔溶接部を含めて多層盛りの一つの溶接部で溶接接合することによりこれらの問題を解決した。
(もっと読む)
管継手の開先構造及び管継手
【課題】管継手の溶接変形を低減できると共に、自動溶接への適用を容易化できること。
【解決手段】管11、12の中心軸Oに垂直な面に対して傾斜して設けられた端面13、14に開先加工面15、16を形成し、2本の管のそれぞれの端面を突き合わせ、これらの端面の開先加工面間に形成される開先17に溶着金属を埋めて溶接を行い成形する管継手の開先構造であって、開先17における開先形状と開先面積の少なくとも一つが、管の周方向におけるいずれの位置においても略同一に設定されたものである。
(もっと読む)
シリンダ装置
【課題】良好な接合状態を維持可能なシリンダ装置の提供。
【解決手段】筒状のシリンダ101と、シリンダ101の端部側に内に圧入される端部部材102と、シリンダ101と端部部材102とを溶接にて固定する溶接部103とを有し、端部部材102の周方向に、シリンダ101に接する当接部108と切欠部107とを交互に設け、切欠部107が、溶接部103と、シリンダ101の内部空間114を連通する。これにより溶接部103にブローホールが発生することを抑制する。
(もっと読む)
11 - 20 / 126
[ Back to top ]