
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
41 - 50 / 126
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
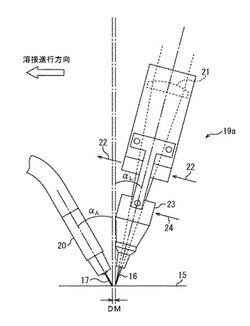
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
接着接合の装置及び方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
溶接構造体

【課題】Arバックガスシールを実施せずに溶接施工しても、溶接隙間部に腐食が生じにくい溶接構造体を提供する。
【解決手段】隙間構造を有する溶接構造体において、胴板と鏡板を溶接接合する場合に胴板を溶接ボンドから5mm以上出すとともに溶接部の隙間間隔を20μm以下として溶接隙間部を形成し、この溶接隙間部のスケール組成がCr>20atm%以上であることを特徴とする、溶接構造体。
(もっと読む)
密閉型電池とその製造方法
【課題】外装缶の開口部に封口板の外周部をレーザー溶接しながら、この溶接部分にブローホールが生成されるのを有効に防止して、外装缶の開口部に封口板をより強固に固定する。
【解決手段】密閉型電池は、電極体3を収納してなる外装缶1の開口部10に封口板2を嵌入し、外装缶1の開口部10と封口板2の外周部の境界に沿ってレーザー溶接して、封口板2を外装缶1の開口部10に接合している。密閉型電池は、封口板2の外周縁部と外装缶1の開口縁部の少なくとも一方に切欠部21、11を設けて、外装缶1の開口縁と封口板2の外周縁の境界に沿う切欠溝4を設けており、この切欠溝4に沿ってレーザー溶接し、切欠溝4の対向する内面を溶融連結部5で互いに連結して、封口板2の外周縁部と外装缶1の開口縁部を接合すると共に、切欠溝4の溝底部4Aは溶接することなく非溶接隙間6を設けている。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
ビーム溶接部材およびこれを備えた差動装置
【課題】溶接欠陥を防止するに好適なビーム溶接部材およびこれを備えた差動装置を提供する。
【解決手段】第1部材としての例えばデフリングギヤ2は第2部材としての例えばデフケース3の外周に内周部21を嵌合させて支持され、第1部材と第2部材とが互いに当接する環状の面の一方側において外部空間に臨む端部に形成した溶接用開先部14,24に、フィラーワイヤを供給しつつ溶接用開先部14,24を貫通させて、前記溶接用開先部より奥側の第1,2部材間に設けた貫通空間Aに達する貫通溶接により接合されたビーム溶接部材である。そして、前記第1,2部材の貫通溶接のための貫通空間Aが、第1部材若しくは第2部材に設けた連通孔40を介して外部空間と連通されている。
(もっと読む)
ビーム溶接部材およびこれを備えた差動装置
【課題】部品強度や耐久性等の部品性能を低下させることなく溶接割れを防止するに好適なビーム溶接部材およびこれを備えた差動装置を提供する。
【解決手段】前記第1,2部材の溶接用開先部14,24より内周側の軸方向端面を第1部材と第2部材との嵌合部分11,21まで互いに離間させて貫通空間を形成する。即ち、前記第1,2部材の溶接用開先部14,24の半径方向内周側に形成される貫通溶接のための貫通空間が、第1部材と第2部材との嵌合部分11,21まで内周側に拡大されている。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
流体機械
【課題】製造コストを低減しつつ、溶接強度を高め、信頼性を向上することができる流体機械を提供する。
【解決手段】第1及び第2シェル(78,80)は、これらの各開口端部(78a,80a)を突き合わせて形成される開先部(82)に全周溶接をして溶接部(84)を形成し、溶接部は、各開口端部にて互いに当接されるシール部(96,98)と所定の空間(100)を存して離間する。
(もっと読む)
テーラードブランクおよびその製造方法
【課題】生産管理が容易で良好な溶接品質を確実に得ることができる、例えば厚板のテーラードブランクを提供する。
【解決手段】面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第1の鋼板19と、面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第2の鋼板20とを、それぞれの端面同士を突き合わせて突き合わせ面を形成し、高エネルギービームを照射することにより突き合わせ面を溶接してテーラードブランクを製造する。突き合わせ面は、第1の鋼板19におけるせん断面と、第2の鋼板20における破断面とが対向するとともに、突き合わせ面の長手方向の少なくとも1箇所以上において第1の鋼板19における破断面と第2の鋼板20における破断面とが接触して、形成される。
(もっと読む)
41 - 50 / 126
[ Back to top ]