
国際特許分類[B23K33/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,または溶接により結合を得るための加工材の特殊な形状の開先部;それによってできる継ぎ目の充填 (126)
国際特許分類[B23K33/00]に分類される特許
51 - 60 / 126
薄板金属の溶接継手および溶接方法
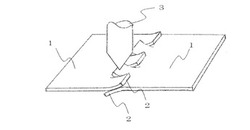
【課題】溶接部近傍で溶接部材を板厚方向に固定する固定冶具を必要とすることなく、溶接中の熱変形によっても溶接部材の目違いが生じることのない薄板金属の溶接継手および溶接方法を得る。
【解決手段】溶接部材である薄板金属1の一辺に周期的に切り込みを入れ、切り込みフィン2を形成する。前記のように形成された薄板金属1の切り込みフィン2を、互い違いに組み合わせて溶接部を形成し、片面からTIG溶接用トーチ等の溶接熱源3によって加熱する。
(もっと読む)
密閉型圧縮機、溶接方法

【課題】
立てた状態で蓋部と胴部を溶接可能で、かつ、溶接部の強度が高い密閉型圧縮機を提供する。
【解決手段】
上蓋部22の端部に略円筒形状の胴部21に嵌合する突起部25が設けられており、上蓋部22の端部には開先角度Aの傾斜端面22cが設けられており、胴部21の端面21bと傾斜端面22cで開先部を形成する。密閉型圧縮機1を立てた状態では胴部21の端面21bは略水平であり、溶接時に液状化した溶接金属が下方に流れることを抑制することができる。
(もっと読む)
溶接継手部のクリープ強度向上構造
【課題】溶接部に発生した溶接熱影響部の表面部付近の高い応力が発生し、亀裂の発生原因となる部分を取除くことにより、クリープ強度を向上させて、溶接継手部のクリープ寿命を増すと共に、配管の肉厚を適正化することによるコスト低減と、溶接継手部の信頼性向上品の提供を目的とする。
【解決手段】高強度耐熱厚肉配管円周部の溶接継手部1構造において、前記溶接継手部1の開先部位に多層盛りによる溶接余盛部5を形成し、前記溶接余盛部5と、該溶接余盛部5の周辺の母材2,21を板厚方向に研削して、配管表面の応力集中が発生し易い部位を排除するようにした。
(もっと読む)
中空部材接続部および中空部材をつくり出す方法
【課題】
鋼からなる中空部材(2)とアルミニウム材料からなる部材(3)の間の接続部(1)をつくり出すための方法において、押し嵌めることと関連して、摩擦結合的、形状結合的かつ材料結合的な接続を完成させる。
【解決手段】
まず、中空部材(2)が部材(3)上に押し嵌められる。その後、熱的な接合によって溶接層が、溶加材(19)を用いてもたらされ、この溶加材が、中空部材(2)と部材(3)の間の形状結合的かつ材料結合的な接続をつくり上げる。形状結合的な接続は、中空部材(2)の事前の変形によって押し嵌める端部(15)においてサポートされる。変形は、好ましくは、押し嵌める端部(15)をカラー(16)に向かって彫りゲルことによって行われる。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
薄板部材の溶接方法、およびその方法を用いた缶体の製造方法
【課題】金属性薄板部材同士の溶接時、余分な部品を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることの出来る溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成された冠部2bが設けられ、両L字型端部1a、1bの端部面1c,2cが接し、前記冠部2bが第1の薄板部材のL字型端部1aを覆って冠部20がかしめ加工され突き合わせ部20が形成された後、この突き合わせ部が溶融される。
(もっと読む)
溶接部でのポロシティを防ぐためのワークピース及び溶接プロセス
【課題】溶接部ポロシティを低減又は排除するためのワークピース及び溶接プロセスを提供すること。
【解決手段】電子ビーム(700)又はレーザ(800)溶接のための物品(100)は、溶接表面(114)を有する第1のワークピース(102)を備え、該溶接表面(114)が、形成される溶接部(112)内でポロシティを低減するよう構成される。
(もっと読む)
ローラの溶接個所の開先
【課題】切削加工時に発生した切粉等の異物が、ルート部の溝に侵入し、かかる異物が製品使用時に悪影響を及ぼすことのないローラの溶接個所の開先の提供。
【解決手段】ローラ(10)のオス側(1)とメス側(2)との溶接個所の開先(3)において、ルート部の溝(4)はローラ半径方向へ延在する領域(5)とローラ軸方向へ延在する領域(6)を有しており、ルート部の溝(4)におけるローラ軸方向へ延在する領域(6)がローラ内部の中空部分(10E)に連続していることを特徴としている。
(もっと読む)
管台溶接方法、管台部補修方法および管台溶接構造
【課題】自動溶接で施工するのが可能で、効率よく、かつ、高照射線量下での作業を実施できる管台溶接方法を提供する。
【解決手段】容器の内表面19を、少なくともJ開先27を含む範囲に略円筒形状に掘設し肉盛開先部21を形成する肉盛開先加工工程と、肉盛開先部21の外側面29の延長部を形成する内側端面37を有するプラグ本体部33および内側端面37から突出し、肉盛開先部21と略同一軸線中心を有する突起部35を有するプラグ31を、内側端面37と肉盛開先部21の外側面29とが略一致するように管台孔13に挿着し、肉盛開先部21に肉盛溶接によって肉盛溶接部を形成する肉盛溶接工程と、肉盛溶接部にJ開先27を形成する容器側溶接開先部形成工程と、管台を挿入してJ開先27部を完成し、溶接する管台取付工程と、を備えている管台溶接方法である。
(もっと読む)
差込ソケット溶接継手
【課題】 ソケット本体の端面に内開先を形成することにより、溶接部の引張強度を向上させた差込ソケット溶接継手を提供する。
【解決手段】 管体1,2の溶接端部をソケット本体3の端部に差し込んだ状態で両者を溶接することにより、管体の配管を行う差込ソケット溶接継手であって、ソケット本体の端部外周面側から内周面側へ端面を切徐することにより、ソケット本体の端部内周面側に内開先4を形成したもので、管体に対する溶接長が従来の内開先を設けない差込ソケット溶接継手に比べて溶接部の引張強度が格段に向上するため、差込ソケット溶接継手と管体を接続する溶接部の耐久性及び信頼性の向上が図れる。
(もっと読む)
51 - 60 / 126
[ Back to top ]