
国際特許分類[B23K35/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 機械的形状,例.形,を特徴とするもの (516)
国際特許分類[B23K35/02]の下位に属する分類
溶接電極として用いるために特に形状が工夫されたもの (35)
溶接電極として一般的なもの (361)
国際特許分類[B23K35/02]に分類される特許
31 - 40 / 120
ガスシールドアーク溶接用ワイヤ

【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用ワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内に二硫化モリブデンがワイヤ10kg当り0.01〜0.50g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当たり四弗化エチレンがF換算値で0.003〜0.05g固着されていることも特徴とするガスシールドアーク溶接用ワイヤ。
(もっと読む)
フラックス入りワイヤ電極
本発明は、高力融接結合部を製造するためのフラックス入りワイヤ電極に関し、かつ2mmより小さい直径を持つフラックス入りワイヤ電極を製造する方法に関する。溶加材粉末の酸化及び水吸収を回避し、その鉱物成分の最初の熱反応ポテンシャルを維持するため、本発明によるフラックス入りワイヤ電極は、冷間変形される金属管が、長手方向に、管壁厚さに相当するより小さい溶込みを持つ密な融接結合部又は溶接継ぎ目を持ち、こうして粉末心に対する管壁の金属結合部の間隔が形成されていることを特徴としている。 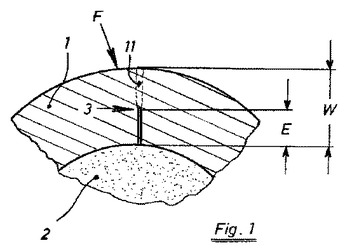 (もっと読む)
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ

【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまでワイヤ送給性が良好でチップ摩耗が少なく、アークが安定した溶接を行うことができるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用フラックス入りワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内にワイヤ10kg当り二硫化モリブデンが0.2〜2.0gおよび炭酸石灰がCa換算値で0.05〜0.4g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当り四弗化エチレンがF換算値で0.05〜0.5g固着されていることも特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
(もっと読む)
フラックスの充填方法
【課題】フープの腔部にフラックスを連続的かつ均一に充填できるフラックスの充填方法を提供することを目的とする。
【解決手段】フラックス入り溶接ワイヤの連続製造工程において、成型途上フープ100aの腔部にフラックス6を連続的に充填する際、フラックスの供給をベルトフィーダー10にて行い、フラック供給筒16内のフラックス層1が、自由落下せずに連続してベルトフィーダー10に堆積しつつ流下するようにするとともに、供給筒16下端とベルトフィーダー10表面との隙間から、堆積したフラックス層2を切り出して搬送し、搬送されたフラックス3層を、ベルトフィーダー10の終端から、所定の案内板14に向けて層状4に流下させ、この層状4に流下したフラックスが、自由落下せずに、案内板14上を層状5に滑落して、走行する成型途上フープ100aの上向き開口部114に対して連続的に供給されるようにする。
(もっと読む)
フラックス入り溶接ワイヤ
【課題】フラックス入り溶接ワイヤの真円度が確保され、前記細径となっても、溶接施工時に巻き戻して繰り出されるワイヤの溶接機への供給性に悪影響を及ぼさず、供給性が良くなる、フラックス入り溶接ワイヤを提供することを目的とする。
【解決手段】帯鋼1の長手方向の端部同士を順次突き合せて溶接により接続し、長尺の帯鋼を素材として製造された細径フラックス入り溶接ワイヤ3aであって、素材帯鋼1における鋼板の剪断の際に発生したかえり2、2の向きを、各帯鋼1の上方に向けた上で帯鋼1の長手方向の端部同士が接続されており、溶接ワイヤ3aの外皮とされた帯鋼1のシーム部分5において、かえり2、2が溶接ワイヤ3aの外側に向かって存在しないか、存在するかえり2、2の向きが溶接ワイヤ3aの内側に向いていることとする。
(もっと読む)
高張力鋼用溶接ワイヤ
【課題】パイプ溶接等の全姿勢溶接においてビード形状が良好で、溶接作業性に優れ、0℃以下での低温靭性に優れた高張力鋼用溶接ワイヤを提供する。
【解決手段】高張力鋼用溶接ワイヤの成分を、C:0.04乃至0.10質量%、Si:0.20乃至0.60質量%、Mn:1.00乃至1.80質量%、Ni:1.60乃至2.40質量%、Cr:0.10乃至0.50質量%、Mo:0.50乃至0.80質量%、Ti:0.02乃至0.20質量%を含有し、Al:0.010質量%以下、B:10質量ppm以下、V:0.010質量%以下、Nb:0.010質量%以下、P:0.013質量%以下、S:0.013質量%以下、Cu:0.40質量%以下に抑制する。
(もっと読む)
フラックス入りワイヤ
【課題】耐高温割れ性、溶接作業性および溶接金属の機械的性質に優れたフラックス入りワイヤを提供する。
【解決手段】フラックス入りワイヤは、ワイヤ全質量に対するフラックス充填率が10〜25質量%であり、ワイヤ全質量に対して、C:0.03〜0.08質量%、Si:0.10〜1.00質量%、Mn:2.30〜3.75質量%、Ti:0.15〜1.00質量%、TiO2:5.0〜8.0質量%、Al:0.05〜0.50質量%、Al2O3:0.05〜0.50質量%、Mg:0.30〜1.00質量%を含有し、残部がFeおよび不可避的不純物からなり、かつ、ワイヤに含有されるTiO2およびTiのうちのTiのみから算出されるTi量をTi算出量、ワイヤに含有される全てのSi源から算出されるSi量の総和をSi算出量としたとき、(Ti算出量/Si算出量)>0.20の関係を満足する。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
MAG溶接用ソリッドワイヤ
【課題】逆極性でMAG溶接を行うに際し、コストを上昇させることなく、スパッタ発生量を低減することのできるMAG溶接用ソリッドワイヤを提供する。
【解決手段】質量%で、C:0.150%以下、Si:0.20〜1.00%、Mn:0.60〜2.00%、P:0.030%以下、S:0.030%以下を夫々含有する他、Tiおよび/またはZrを合計量で0.30%以下含有すると共にCuを含有し、残部が鉄および不可避的不純物よりなるMAG溶接用ソリッドワイヤであって、前記Cuの含有量が、ワイヤ全質量に対して、0.70〜6.00%の範囲にあることを特徴とするMAG溶接用ソリッドワイヤである。
(もっと読む)
溶接用ワイヤと該ワイヤを用いた溶接方法
【課題】 空打ちをしなくとも良好なビード形状、加工成形性、及び健全な溶接部が得られる溶接用ワイヤと、そのワイヤを用いた溶接方法を提供することにある。
【解決手段】 ワイヤ外面の一部に平面部を備え、平面部がワイヤの長手方向に平行し、平面幅が長手方向に直交するワイヤ断面において最も広幅であることを特徴とする。
本発明の溶接用ワイヤとして、ワイヤ外面の三方向に平面部を備え、長手方向に直交する断面を略三角形状と成すものと、ワイヤ外面が平面部と、平面部より一方側に突出する曲面部とから成り、長手方向に直交する断面を蒲鉾状と成すものと、ワイヤ外面が平面部と、平面部より一方側に突出する山型部とから成り、長手方向に直交する断面を略台形状と成すものがある。
(もっと読む)
31 - 40 / 120
[ Back to top ]