
国際特許分類[B23K35/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 機械的形状,例.形,を特徴とするもの (516) | 溶接電極として用いるために特に形状が工夫されたもの (35)
国際特許分類[B23K35/04]の下位に属する分類
国際特許分類[B23K35/04]に分類される特許
1 - 10 / 22
溶接装置および溶接方法
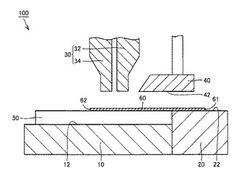
【課題】溶接の対象物の変形を抑制することが可能な溶接装置を提供する。
【解決手段】パラレルギャップ方式を使用して半導体素子50とコネクタ60とを互いに溶接する溶接装置100は、水平な載置面12を含み、載置面12上に半導体素子50およびコネクタ60が順次重ねて載置される溶接ステージ10と、半導体素子50とコネクタ60との間に溶接電流を通電することによって、半導体素子50とコネクタ60とを互いに溶接する一対の溶接用電極30と、載置面12に対して平行な押さえ面部42と、を備え、半導体素子50とコネクタ60とが互いに溶接される際、押さえ面部42はコネクタ60を押さえ付けている。
(もっと読む)
キャップ型抵抗溶接用複合電極
【課題】現用の抵抗溶接電極は銅合金(電極材)の塊に過ぎない。亜鉛メッキ鋼板の抵抗溶接では溶着摩耗に抗し切れない。
【解決手段】。溶着摩耗は亜鉛と銅の合金化による。電極の熱くなったところを速く冷やせば摩耗は減る。摩耗していくのは電極先端の表層部である。瞬時的に見れば電極の残り全部は冷やし金として機能する。冷やし金には銅が最適である。さりとて電極全体を銅にすることはできない。摩耗で消耗していくことになる部位(芯)を除いた残り全部を銅にするのは無理ではない。結果物は従来以上に電極でありうる。銅がくるべきところに冷却能に劣る電極材を充てたのが無垢電極である。わざわざ芯の摩耗を早める構造になっている。電極材の耐溶着性を高めれば概ね導電率が低下して電極材ではなくなる。電極材としての失格は必ずしも芯材としての失格を意味しない。芯にして回りを銅で囲めば難は消える。
(もっと読む)
プラズマ切断装置用ノズル及びプラズマトーチ

【課題】ノズル内面に電極材が付着して切断品質が低下するのを抑える。
【解決手段】このプラズマ切断装置用ノズル6は、先端側に配置されたワークにプラズマジェットを噴出してワークを切断するためのプラズマ切断装置に用いられ、ハフニウム又はジルコニウムからなる電極3の先端部が内部に配置されるとともに電極3との間に酸素を含む作動ガスが供給されるものである。このノズル6は、筒状部6aと、先端部6bと、を備えている。筒状部6aは、内周部に形成され先端側に向かうほど径が小さくなるテーパ内面25bと、外周部に形成され冷却液によって冷却される水冷面22と、テーパ内面25bに形成されたセラミック系材料の被膜Cと、を有する。先端部6bは、筒状部6aの先端側に形成され、テーパ内面25bのさらに先端側に形成されたオリフィス26を有する。
(もっと読む)
溶接ワイヤの連結方法
【課題】例えば大径鋼管の溶接に際し、溶接ワイヤの送球時の破断を生じることなく、かつ溶接時の電流及び電圧を安定に保って溶接を行うことを可能とする。
【解決手段】両端部に、端面から軸方向へ向けて雄ねじ部6及び未加工部7をこの順に備える連結用溶接ワイヤ4を用いて、雄ねじ部6に噛合する雌ねじ部8を有する第1の溶接ワイヤ5及び第2の溶接ワイヤを接続する。第1の溶接ワイヤ5の径に対する連結用溶接ワイヤ4の径の比が0.625〜0.75であり、連結用溶接ワイヤ4の軸方向に関する雄ねじ部6及び未加工部7それぞれの長さの比率が2:1〜3:2であるとともに、軸方向に関する雄ねじ部6の長さが8mm以上である。
(もっと読む)
インダイレクトスポット溶接方法
【課題】重ね合わせた金属板の総厚の如何にかかわらず、好適な碁石形ナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】インダイレクトスポット溶接法において、電極の加圧力および通電する電流値に関して、通電開始から3つの時間帯t1,t2,t3に区分し、最初の時間帯t1では、式中F1で表される加圧力F1(N)で加圧しかつ式中C1で表される電流値C1(kA)で通電したのち、次の時間帯t2では、式中F2で表される加圧力F2(N)で加圧しかつ式中C2で表される電流値C2(kA)で通電し、さらに次の時間帯t3では、式中F3で表される加圧力F3(N)で加圧しかつ式中C3で表される電流値C3(kA)で通電する。ただし、Tは、重ね合わせた金属板の総板厚(mm)である。
(もっと読む)
溝付きスポット溶接電極を用いたスポット溶接方法
【課題】主筋側の異形棒鋼の伸び性を阻害することなく、主筋側の異形棒鋼とあばら筋側の異形棒鋼とを良好な溶着力で溶接可能なスポット溶接方法を提案すること。
【解決手段】鉄筋コンクリート用棒鋼として用いられる主筋側の異形棒鋼1とあばら筋側の異形棒鋼2を、異形棒鋼1の一方の縦リブ11に接するように異形棒鋼2を交差状態に重ね合わせ、これらの重ね合わせ位置を相互に溶接するスポット溶接方法において、主筋側の異形棒鋼1の他方の縦リブ12の側に押し付けられるスポット溶接用のスポット溶接電極3として、その先端面31が縦リブ12に掛からないように、当該先端面31に一定幅の溝32が形成されている溝付きスポット溶接電極を使用する。先端面31における溝32の両側の縁端部33a、34aを、異形棒鋼1の縦リブ12の両側から延びている竹節13、14の部位に押し付け、この状態でスポット溶接を行う。
(もっと読む)
スポット溶接材
【課題】簡単な構成で、部品点数、加工工数が少なく、製造工程を簡素化することができ、高歩留まりで量産性に優れ、材料選択の自在性に優れると共に、機械的強度を大幅に向上させ、直接溶接できない金属部材同士を確実かつ強固に接合することができる接合強度の安定性と均一性、耐久性に優れたスポット溶接材の提供。
【解決手段】(a)一方の金属部材と溶接される第1接合面を有する基部と、基部の第1接合面と反対側に突出した嵌合突部と、を備えた第1部材と、(b)第1部材の嵌合突部が嵌合される嵌合孔部と、第1部材の基部と反対側で他方の金属部材と溶接される第2接合面と、を備え、第1部材に嵌着された第2部材と、を有し、第1部材が、嵌合突部の先端部を第2部材の第2接合面側で圧縮拡径して嵌合孔部の周縁に係合させた圧着部を備えている。
(もっと読む)
盛り上げられた縁部を有する円錐状黒鉛電極
【課題】従来の構造様式の電極に比べて転倒確率が格段に低減された電極を提供すること
【解決手段】円錐状先端部または角錐状先端部を有する、炭素から成る電極であって、当該電極は、フィラメントロッドを収容する手段を有しており、前記円錐状先端部または角錐状先端部の側面は、少なくとも1つの、盛り上げられた縁部によって取り囲まれている、ことを特徴とする電極
(もっと読む)
中空電極及びそれを用いる非消耗電極式ガスシールドアーク溶接方法
【課題】従来のTIG溶接では困難であった高電流による深い溶け込みの溶接ビードが得られるようにする。
【解決手段】電極の内外に不活性ガスを主成分とするガスを流しながら、該電極先端からアーク放電を行って母材を溶接するTIG溶接に用いる中空電極16において、前記電極の先端部周囲に、中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に、径方向に連続する溝部16Bが、該先端部周囲の1箇所又は、対向する2箇所に形成されている。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
1 - 10 / 22
[ Back to top ]