
国際特許分類[B23K37/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802)
国際特許分類[B23K37/00]の下位に属する分類
溶接または切断要素を保持するための台車 (77)
加工物を保持または配置するためのもの (392)
溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
フラッシュ除去のためのもの (69)
国際特許分類[B23K37/00]に分類される特許
1 - 10 / 126
レーザ計測用治具及び加工処理の前処理方法
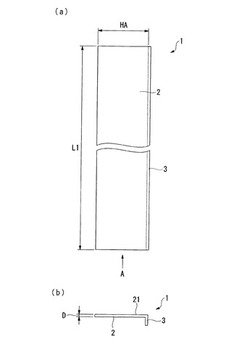
【課題】複数の検出面同士が交差する位置を加工対象箇所とするレーザ計測器を用いた前処理において、正確に加工対象箇所を検出可能とする。
【解決手段】レーザ計測用治具1であって、複数の検出面同士が交差する位置を加工対象箇所として検出するレーザ計測器によって前記加工対象箇所が検出される被加工物に装着されると共に、前記検出面の一つに重ねられて当該検出面に代わってレーザ計測器のレーザ光が照射される擬似検出面21を有する。
(もっと読む)
アーク溶接装置

【課題】接地された金属製チェーンを掛け回した一対の金属製駆動ローラそれぞれに設けた複数の金属製フランジに断面円形の鋼管を回転自在に支持させ、前記鋼管から金属製チェーンを通るアース経路を構築するアーク溶接装置において、鋼管の周面と金属製フランジの周面との間に生じたスパークによる金属粒の付着を抑制又は防止する。
【解決手段】接地された金属製チェーン24を掛け回した一対の金属製駆動ローラ2,2それぞれに設けた複数の金属製フランジ22に断面円形の鋼管4を回転自在に支持させ、前記鋼管4、金属製フランジ22、金属製駆動ローラ2、そして金属製チェーン24を通るアース経路Gを構築するアーク溶接装置において、金属製フランジ22の周面にスパッタ付着防止液25を連続的に塗布させる塗布手段を設けた。
(もっと読む)
鋼管杭溶接用の雨除け具
【課題】鋼管杭の外径毎に何種類も用意しなくても複数の外径規格の鋼管杭に取り付けることができ、溶接作業の作業効率を低下させることのない鋼管杭溶接用の雨除け具を提供する。
【解決手段】本発明の鋼管杭溶接用の雨除け具1は、鋼管杭の胴部外周を包持する包囲部5の周りに突出されたフランジ部6を有する支持体2と、包囲部5の内径以上の大きさで且つフランジ部6の外径よりも小さい内径の内部孔7を有してリング状に形成された笠体3とを備え、この笠体3の内部孔7の周縁部と支持体2のフランジ部6とが重合された状態で、この笠体3と支持体2とが分離可能に連結されている。
(もっと読む)
ワーク回収装置
【課題】スポット溶接機等による加工後のワークを回収容器に自動回収して作業者の負担を軽減するとともに、加工不良のワークを簡単かつ確実にチェックする。
【解決手段】ワーク回収装置10は、加工機1の定位置にワークWを保持する治具Pと、回収容器Kの開口部に向けて下向き傾斜をもって連なるシュート15と、ワークWを下方から跳ね上げてシュート15に滑落させるリフター12とを備える。シュート15の滑落通路の途中にはシュートゲート16が設けられる。シュートゲート開閉機構は、ワークWが跳ね上げられてシュート15に滑落するとき、シュートゲート16を閉鎖してワークWを保持する一方、新たなワークWがシュート15に滑落するときには、シュートゲート16を一時的に開放して先のワークWを回収容器Kに滑落させ、かつ、閉鎖状態に復帰したシュートゲート16により新たなワークWを保持する。
(もっと読む)
工具の姿勢変化を特定する方法、工具、および工具制御ユニット
【課題】空間における手持ち工具の姿勢変化を特定する。
【解決手段】工具の少なくとも第1の姿勢ベクトルA1を特定するために、初期工具姿勢を基準姿勢に位置合わせするステップであって、第1の姿勢ベクトルの少なくとも1つの成分は、工具1の所定の軸の方向での重力加速度の成分を測定することによって特定されるステップ;少なくとも1つの時間的に先行する姿勢ベクトルの、新規に特定された第2の姿勢ベクトルA2の、少なくとも1つの角度ずれを特定することによって、空間における工具1の実際の姿勢変化時の工具姿勢の修正を確定するステップであって、第2の姿勢ベクトルの少なくとも1つの成分が、工具の所定の軸の方向における重力加速度の成分を測定することによって、姿勢変化の後に特定されるステップ;工具1の方位に関係し、少なくとも1つの角度ずれから確定される、情報を提供するステップを含む。
(もっと読む)
溶接方法及び装置
【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
金属棒把持具
【課題】溶接時のスパークから作業者を保護しながら、作業者の両手が自由に使え、且つ作業性の良好な金属棒把持具を提供する。
【解決手段】金属棒把持具1aは、金属棒を溶接のために挟んで把持する把持部材4と、把持部材4が一端に取り付けられた棒部材3と、棒部材3の長手方向に移動可能に設けられ、金属棒の溶接による光から使用者の目を保護するプレート2とを備える。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
長手鋼材の供給方法及び面体フレーム
【課題】 同一断面形状毎に成形された長手鋼材を、効率的に軸組フレームの出荷順に溶接工程に供給することができる長手鋼材の供給方法を提供する。
【解決手段】 長手鋼材の供給方法は、長手鋼材を溶接して面体フレームを製造する溶接工程に前記長手鋼材を供給する長手鋼材の供給方法であって、鋼板を成形して形成した前記長手鋼材を、同一断面形状毎に、前記溶接工程で組み付ける順序で所定のパレットに積載する同一断面形状毎積載工程と、前記パレットに積載された前記長手鋼材を前記溶接工程で溶接する順に前記溶接工程に払い出すピッキング工程と、を備える。
(もっと読む)
ワーク加工用固定治具の交換装置
【課題】加工用ワークをクランパーで固定するワーク加工用固定治具を小型軽量化することができ、ワーク加工用固定治具の格納スペースの拡大と、タクトタイムが長くなることを防ぐことができ、而もパレットの格納スペースを大きくすることなく多車種に対応するワーク加工用固定治具を簡易な構成にできるワーク加工用固定治具の交換装置を提供する。
【解決手段】ワーク加工用固定治具20A、30Aをクランプするクランパーを、相反する方向に形成される垂直面それぞれに設置していると共に、前記各垂直面を垂直回転軸によって垂直回転させる回転機構をそれぞれ備る2つの固定治具固定ユニット2、3と対になるワーク加工用固定治具20A、30Aが格納される治具ストッカ4と、ワーク加工用固定治具20A、30Aを、治具ストッカ4の治具格納位置及び前記クランパーのクランプ位置間で移動させる産業用搬送ロボット5を備える。
(もっと読む)
1 - 10 / 126
[ Back to top ]