
国際特許分類[B23K37/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
国際特許分類[B23K37/06]に分類される特許
1 - 10 / 138
エレクトロスラグ溶接の補修溶接方法
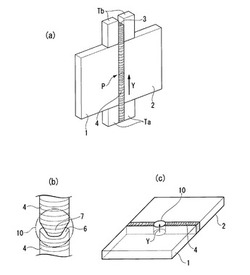
【課題】容易に補修溶接を行うことができると共に、補修溶接部分の品質向上を図ることのできるエレクトロスラグ溶接の補修溶接方法を提供する。
【解決手段】母材1、2間の上下方向に延びる開先3に沿って立向姿勢でエレクトロスラグ溶接する本溶接工程を実施した後、本溶接工程の途中で発生した溶接欠陥部6を補修溶接するエレクトロスラグ溶接の補修溶接方法において、本溶接工程後に溶接欠陥部の存在する箇所に母材の厚み方向の貫通孔10を開けることによって溶接欠陥部の存在する部分をくり抜く欠陥部くり抜き工程と、欠陥部くり抜き工程の実施前あるいは実施後に母材を横に寝かせて本溶接工程による溶接ビード4の延在する方向が水平方向となり貫通孔の貫通方向が上下方向となるよう母材の姿勢を変換する母材姿勢変換工程と、母材を横に寝かせることで上下方向を向いた貫通孔に対して立向姿勢でエレクトロスラグ溶接する補修溶接工程と、を備える。
(もっと読む)
接合方法

【課題】本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
(もっと読む)
金属材の接合方法
【課題】高硬度及び高融点を有する被接合材を接合する場合であっても、より良好に摩擦攪拌接合を行うことができる金属材の接合方法を提供する。
【解決手段】板状の金属材1,2の端部同士を接合部3において突き合わせ、接合部3の裏面側を板状の裏当材4で覆い、接合部3の表面側から回転ツール5のプローブ6を挿入して金属材1,2同士を接合する。裏当材4はSi3N4からなり、金属材1,2はFeを含む厚さ13mm以下の板材である。熱伝導率が低いSi3N4の裏当材4を適用するため、回転ツール5からの熱が接合部3から拡散しにくく、接合部3の表面側から裏面側まで熱の分布が均一になり、より安定した接合が得られ、接合強度が向上する。接合時の温度における強度に優れるSi3N4の裏当材4を適用するため、裏当材4の強度不足を招くことがない。
(もっと読む)
溶接方法、溶接装置及び鋼床版
【課題】応力集中を回避する裏波ビードを形成することのできる溶接方法を提供することを目的とする。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
(もっと読む)
裏波溶接方法及び裏当て治具
【課題】溶融金属の冷却速度を向上させることで良好な形状の裏ビードを形成可能な裏波溶接方法及び裏当て治具を提供する。
【解決手段】母材1,1同士を突合わせた溶接部3の裏面に裏ビードを形成する裏当て材4を当接すると共に、該裏当て材に冷却部材6を当接し、該冷却部材により前記裏当て材を冷却しつつ前記溶接部を溶接する。
(もっと読む)
溶接接合体およびタービンロータ
【課題】溶接による溶落ちおよび垂下が内部に落下する事態を防ぎ、かつ溶接後の亀裂の発生を防止すること。
【解決手段】第一部材11の接合面11aと第二部材12の接合面12aとを突き合わせて溶接によって接合した状態で内部が中空となる溶接接合体において、第一部材11の中空となる内壁面11bから突出して設けられ、各接合面11a,12aを突き合わせた状態で各接合面11a,12aの内側縁から離隔しつつ、各接合面11a,12aが溶融される溶融部13の内側を覆って先端15aが延在して形成されているとともに、内壁面11bから突出する基端15bが内壁面11bに対して湾曲面15cを介して連続し、各接合面11a,12aの内側の全周に渡って連続して形成された突片15を備える。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
ガスシールドアーク溶接用耐火材
【課題】ガスシールドアーク溶接において、使用するチタニヤ系フラックス入りワイヤの成分に限定されることなく、耐高温割れ性を向上させることができるガスシールドアーク溶接用耐火材を提供する。
【解決手段】ガスシールドアーク溶接用耐火材1は、チタニヤ系フラックス入りワイヤを用いたガスシールドアーク溶接に裏当て材として使用されるガスシールドアーク溶接用耐火材であって、耐火材全質量に対して、N(窒化物中のN):0.001〜0.100質量%、SiO2:30〜60質量%、Al2O3:15〜40質量%、MgO:5〜25質量%、を含有し、残部が不可避的不純物からなる。
(もっと読む)
シェルター内殻ユニットの溶接接合方法と溶接接合構造
【課題】
作業性と経済性を確保しながら、高い耐久性と完全な防湿防水性、電磁シールド性を確保することのできるシェルター内殻ユニットの溶接接合方法と溶接接合構造を提供する。
【解決手段】
金属板1からなる水平方向筒状体であるシェルター内殻ユニット2a、2bの溶接接合方法および溶接接合構造であって、当該溶接接合方法および溶接接合構造は、シェルター内殻ユニット2a、2bの接合部3をユニットの外側から溶接する外側溶接部8とユニットの内側から溶接する内側溶接部9とに分けて溶接し、且つ、外側溶接部8と内側溶接部9の端部同士を溶接して一体化し、ユニットの接合部3の溶接を途切れない環状に形成して接合する。
(もっと読む)
隅肉自動溶接装置及び隅肉自動溶接方法
【課題】特定の環境に限らず隅肉溶接範囲の始端や終端を確実に検出することができるようにすること。
【解決手段】板材A上を走行する台車3を有する溶接装置1に、板材Aと隅肉溶接する板材B上を転動するガイドローラ3h,3iの近傍に近接センサ3j、3kを設ける。また、台車3が走行する板材Aを検出する近接センサ3p,3qを台車3の側面3l,3mにそれぞれ設ける。各近接センサ3j,3k,3p,3qに、磁性体製の板材を検出する渦電流式センサを用いる。近接センサ3p,3qのどちらかが板材Aを検出しなくなるか、あるいは、近接センサ3j,3kのどちらかが板材Bを検出しなくなると、溶接トーチ5による溶接を停止する。但し、近接センサ3p,3qが共に板材Aを検出している間は、台車3の走行を継続させる。
(もっと読む)
1 - 10 / 138
[ Back to top ]