
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
91 - 100 / 714
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
TIG溶接装置

【課題】これらの課題を解決する手段として、円筒鞍型圧力容器の貫通穴の開先斜面に対して溶接トーチが傾斜し溶接することで、アーク溶接中の溶融池が重力影響を受けにくく安定した溶接ビート形成するように構成するTIG溶接装置を提供することにある。
【解決手段】円筒鞍型形状圧力容器と、該容器の貫通穴と管台とを溶接する、傾斜面の開先内3次元溶接において、開先傾斜面に対して溶接トーチ(4)を傾けることのできるTIG溶接装置であって、開先傾斜角度に対してモータを駆動源とし、平行リンク機構部(A)を設け、溶接トーチ(4)を傾けることが可能な傾斜駆動手段(15)を設けたことを特徴とするTIG溶接装置である。
(もっと読む)
溶接構造及び溶接工法
【課題】剥離割れを防止することができる溶接構造及び溶接工法を提供する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
(もっと読む)
部材接合方法
【課題】コストを掛けずに現地での防錆作業を容易とする部材接合方法を提供する。
【解決手段】予め仮止めボルトが溶接された第1の構造部材と、予め仮止め孔が形成された第2の構造部材とを、前記仮止めボルトが前記仮止め孔に貫通し且つ両部材の表面が接するように配置する第1の工程と、前記仮止めボルトのナット締めによる仮止め後、前記第1の構造部材と前記第2の構造部材との本溶接を行う第2の工程と、前記ナットを外した後、前記仮止め孔から突出している前記仮止めボルトの先端部を切断する第3の工程と、前記仮止め孔と前記仮止めボルトとの隙間を埋める第4の工程と、を有する部材接合方法。
(もっと読む)
溶接方法および構造物
【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
排気管支持用ブラケットおよびその製造方法
【課題】中空構造のパイプ状部材を用いて支持用ブラケットを構成する場合において、従来と同等の支持強度を確保しつつ、溶接不良の発生を抑制することができる支持用ブラケットを提供する。
【解決手段】本発明の一実施形態に係る排気管3の支持用ブラケット1は、フレーム5から排気管3を支持するための支持用部材であり、中空構造のパイプ状部材により構成され、フレーム5(より詳しくは被溶接部6)に対して溶接により固設されるものであって、支持用ブラケット1における被溶接部6に対して溶接される部位である溶接部1dが、該溶接部1dの長さ方向に直交する断面視において略三角形の形状に形成される。
(もっと読む)
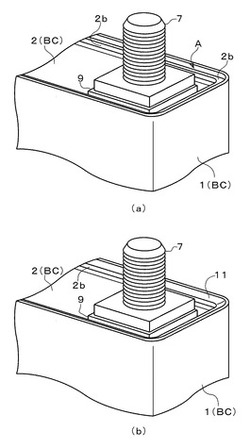
開口を有する部材の溶接構造
【課題】軽量化やコスト低減を図り、更に溶接の強度を高めるための、開口を有する部材の溶接構造を提供する。
【解決手段】開口を有するメイン部材11と、開口を有する取付部材12とを備え、取付部材12の開口14をメイン部材11の開口13に配置するようにメイン部材11と取付部材12を溶接する構造であって、
メイン部材11は板金で加工され、
メイン部材11の開口13は、円弧の隅部17を有する形状であり、且つメイン部材11側から取付部材12を溶接し得る溶接代19を備えるように取付部材12の開口14より大きく形成され、更にメイン部材11の隅部17の少なくとも1つは、取付部材12の隅部15との間隔Bcが辺部18へ向かって徐々に広がるように形成される。
(もっと読む)
溶接装置および溶接方法
【課題】施工にかかる手間を削減して、円筒部材を金属板上に迅速かつ簡易に溶接することが可能な溶接装置および溶接方法を提供することを目的とする。
【解決手段】本発明に係る溶接装置1は、ラッシングポット32を甲板30上に溶接する溶接装置1であって、ラッシングポット32の端部を甲板30に溶接するトーチ40と、ラッシングポット32の外周面に当接する当接部4と、トーチ40と当接部4とが設置される本体部2と、本体部2に設けられ、当接部4が常にラッシングポット32の外周面に当接するように、本体部2をラッシングポット32の外周面に沿って回転させるタイヤ3とを備える。
(もっと読む)
洋上高圧ガス配管構造
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
91 - 100 / 714
[ Back to top ]