
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
51 - 60 / 714
溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法
【課題】コストや重量をほとんど増加させないで、薄板部品の疲労亀裂発生の防止、または疲労亀裂発生時期の遅延を効果的に達成できる溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法を提供する。
【解決手段】少なくとも1部品は薄板でなる、少なくとも2部品11,15を溶接する溶接ビードの補強効果を利用した薄板構造体の振動モードの制御方法である。薄板部品11に他の部品15を数箇所で断続的にアーク溶接した溶接部品における、応力が集中する溶接部位eと、応力の方向と大きさとを予め検証する。応力が集中する溶接部位eと薄板部品11とに跨って、薄板部品11に疲労亀裂が発生しない方向と長さに設定した応力分散用溶接ビードfを置く。
(もっと読む)
鋼材の溶接継手構造

【課題】現場施工に適用可能で、初層割れの抑止、脆性破断の防止に効果の高い部分軟質継手を適用しながら、母材より高い継手強度を有する溶接継手部の構造を提供する。
【解決手段】この溶接継手の構造は、母材1の強度が780N/mm2以上の強度を有する。母材1を接続する溶接金属3のルート5側の軟質溶接部6の強度が、490N/mm2以上で、かつ、母材1の強度より低い。溶接金属3の軟質溶接部6を除く残りの層からなる等質溶接部7が、母材1と同等以上の強度を有する。母材1の板厚to、軟質溶接部6の厚さtw、開先2の開先幅W、および開先角度θで表される形状と、母材強度σoおよび軟質溶接部6の強度σsから(1)式により表されるパラメータβが0.15以下である。
【数1】 (もっと読む)
(もっと読む)
接合部材の溶接仕口部の形成法
【課題】 突合せ溶接をする接合部材の製造時に、必要な材料のロス量を減少させる共に、接合部材に溶着金属の盛り上がりを防ぐ突起部を容易に、かつ安価に形成することにある。
【解決手段】 せん断加工法で、接合部材の突起部を形成するのではなく、接合部材の溶接仕口部に突起部を圧縮加工にて形成することにより、せん断加工法時には必要だった材料の切欠き代をなくすと同時に、突起部の開先加工も不必要にした。
(もっと読む)
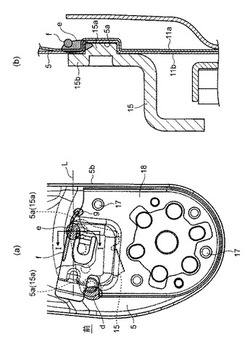
車両用部品の構造
【課題】軽量化を図ると共に、あらゆる方向からの捩り力、引張り力、曲げ力あるいは圧縮力に対しても、接合強度が高く、高剛性で、製造的にもコスト的にも有利な、車両用部品の構造を提供する。
【解決手段】アルミダイキャスト製のトレーリングアーム1と鋼板製のトーションビーム2相互間に鋼板製の中間部材11を設け、中間部材11の一端部をトーションビーム2と溶接接合し、他端部11aをトレーリングアーム1のダイキャスト成形時に一体的に鋳包むように構成した車両用部品であり、中間部材11は、一端部が筒状をしたトーションビーム2の端部と内接若しくは外接するように成形され、鋳包み部12が、中間部材11の軸線と並行に伸延する直状管部11dと、直状管部11dの少なくとも端部11bに形成された段付き部11eと、を有するように形成したことを特徴とする。
(もっと読む)
接触式プローブおよびその製造方法
【課題】微細な孔内の形状測定が行えるとともに屈曲部分の干渉が回避できる接触式プローブおよびその製造方法を提供すること。
【解決手段】直径100μm未満の微細孔内の形状等を測定するために用いられる接触式プローブ10として、棒状のステム11と、前記ステム11に対して交叉方向へ延びるチップ12と、前記チップ12と前記ステム11とを接合する接合部13とを設け、前記ステム11と前記チップ12との間の挟み角αが90度以下であるとする。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
真空容器の製造方法
【課題】外側からの溶融接合のみで、歪みが小さく、形状精度が高い、低コストの導波管等の真空容器を製造する。
【解決手段】上下端部に段部が形成された一対の側板2と、前記段部に嵌合する上下板1からなる真空容器の製造方法において、前記側板と上下板の接合面に形成された垂直開先面aを溶接により接合する。
(もっと読む)
アーク溶接機
【課題】 本発明では、可飽和リアクトルの鉄芯を飽和したときに発生する補助巻線間の電圧が低電圧になるアーク溶接機を提供する。
【解決手段】 電源主回路と、電源主回路の出力に接続し中脚部と両側に外脚部とを有する鉄芯の中脚部に主巻線、主巻線の巻線数より多い第1の補助巻線を両側の一方の外脚部、第2の補助巻線を他方の外脚部に設け第1の補助巻線及び第2の補助巻線の巻線方向を逆方向にして極性が逆になるようにした可飽和リアクトルと、定電流回路及び補助スイッチング素子で形成し補助スイッチング素子の導通に応じて第1の補助巻線及び前記第2の補助巻線に定電流回路から補助電流を通電して鉄芯を飽和させる補助電源回路と、電源主回路を制御し、溶接状態に応じて補助電源駆動信号を出力して補助スイッチング素子を導通させる主制御回路と、を備えたアーク溶接機である。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法
【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
51 - 60 / 714
[ Back to top ]