
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
641 - 650 / 714
フルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン
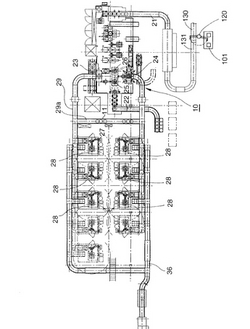
【課題】 1つの製造ラインをフルフェイスホイールとコンベンショナルホイールの両方の製造に共用できるようにすること。
【解決手段】 共用リム搬送ライン21と、
共用ディスク搬送ライン22と、
共用リム搬送ラインに設けられたフルフェイスホイール用リム溶接開先切削装置101と、
ディスクのリムへの嵌入機23、およびフルフェイスホイール用のリムのディスクへの仮付け溶接機24と、
コンベンショナルホイールとフルフェイスホイールのリム・ディスク溶接に共用される本溶接機27が1以上配置された溶接ステーション28と、
嵌入機と仮付け溶接機から溶接ステーションまで延びるワーク搬送ライン29と、
を備えたフルフェイスホイール・コンベンショナルホイール共用ホイール製造ライン10。
(もっと読む)
熱交換器の接合構造及びその接合方法

【課題】 工数を削減することができ、溶接作業の簡略化を図ることができる熱交換器の接合構造及びその接合方法を提供する。
【解決手段】 本発明は、板状の第1部材21,25をその両側から挟持するように配置された第2部材15,26及び第3部材15,27に溶接するための熱交換器11の接合構造であって、第1部材21,25の端部23は、溶加材として機能可能なように第2部材15,26及び第3部材15,27の接合部24から所定長突出して設けられていることを特徴とする。
(もっと読む)
溶接のためのシステム及びその使用方法
プラズマ溶接とMIG(Metal−Inert−Gas)溶接を組み合わせた溶接のための方法が提供される。該システムはプラズマトーチを備える。該プラズマトーチは一定電流の電源装置(49)を備え、非消費プラズマ電極(38)がワークピースに対して負の電位を帯びるようにする。該システムはまた、MIGアークトーチを備える。該ミグアークトーチは、一定電圧の電源装置(48)を備え、溶加ワイヤ(39)がワークピースに対して正の電位を帯びるようにする。プラズマ電極と溶加の間のワイヤ分離体は、好ましくはプラズマ電極(38)をほぼ取り囲むノズル(33)の形をとる。該分離体はガス流を、該プラズマ電極を通して案内する。もしくは補助電源装置がアークを非消費電極(38)と分離体の間に支持する。これにより、主要アークの開始を容易にし、主要アークの開始時の該プラズマトーチへの熱衝撃を防止する。該溶接装置はワークピース(32)に対して移動され、該プラズマアークが該MIGアーク(40)に先行するようにする。 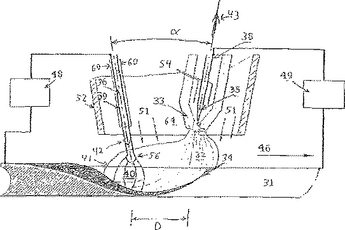 (もっと読む)
(もっと読む)
イリジウム又はイリジウム合金るつぼの製造方法
【解決課題】 使用時において、内部の溶湯の漏洩が生じ難いイリジウム製又はイリジウム合金製るつぼを製造する方法を提供すること。
【解決手段】 本発明は、イリジウム又はイリジウム合金からなる円筒形状の胴部と、イリジウム又はイリジウム合金からなる円板形状の底部とを溶接接合するるつぼの製造方法において、前記胴部と前記底部とを接合した後、るつぼ内面側の底コーナー部分の溶接部を再溶解・凝固させる工程を含む、イリジウム又はイリジウム合金るつぼの製造方法である。溶接部の再溶解は、溶接によるものが好ましく、このとき、溶接部の再溶解のための溶接の電流値を、胴部と底部とを溶接したとき電流値より低くことが好ましい。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】 軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 第1面板11と第2面板12との間に複数の斜面板13を介在させて複数の貫通孔が平行に形成されたものであり、その貫通孔に直交する幅方向に嵌合させて他のものと接合可能にしたものであって、第1面板11と第2面板12とが開いた状態の開状端部であるか、第1面板11と第2面板12とが支持板15によって閉じた状態の閉状端部であって、押出し中空型材1L,1R同士を幅方向に並べて一方の開状端部に他方の閉状端部を差し込むようにして嵌合させた場合、支持板15が開状端部側に入り込むようにし、接合箇所となる第1面板11同士の突き当て部分と第2面板12同士の突き当て部分との位置がずれるようにした押出し中空型材1。
(もっと読む)
建設機械用作業腕及びその製造方法
平面用薄板材(28,29)と角隅用厚板材(30)、厚板材(31)とを互い違いに突合わせ溶接することにより、板厚が部分的に異なる幅広板状体(27)を形成する。そして、この幅広板状体(27)を左,右の角隅用厚板材(30,30)の位置で曲げ加工し、横断面がU字形状をなすU字形部材(32)をプレス成形する。また、U字形部材(32)とは別体の板状部材(33)を、薄板材(34)の左,右両側に厚板材(35,35)を突合わせ溶接することにより形成する。そして、この板状部材(33)をU字形部材(32)の下側にレーザ溶接等の手段を用いて接合することにより、横断面が四角形状をなしアームの主要部となる角筒体を形成する。 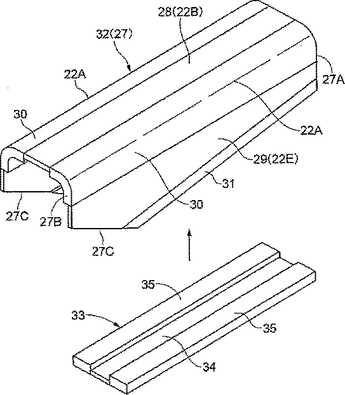 (もっと読む)
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
他部材への溶接による二重管管端接続部位置決め構造
【課題】 外管に対する内管の位置決めが簡単に行なわれ、これにより、他部材に対する溶接作業を迅速かつ効率的に行なうことができる他部材への溶接による二重管管端接続部位置決め構造の提供。
【解決手段】 深絞りプレス成形時にディフューザ1を構成する異径管11の大径側管端に残る母材部11aの一部を外向き係止フランジ11bとして残し、この外向き係止フランジ部11bに遮熱パイプ2の大径側管端を係止させた状態で触媒コンバータ3の外筒31への溶接を行なう。
(もっと読む)
溶接構造部材
【課題】 溶接による熱変形が防止されるとともに、部品重量の軽量化および製造コストの軽減が図れ、かつ溶接工法が複雑にならない溶接構造部材を提供する。
【解決手段】 中空断面を有する溶接構造部材1a,1bであって、前記中空断面における2つの溶接箇所Aによって区画される第1の構造部10と第2の構造部11とを有し、前記中空断面における前記第2の構造部11の長さL2は、前記第1の構造部10の長さL1よりも長い溶接構造部材において、前記第2の構造部材11に軸方向に伸延する段差部15a,15bが形成される。
(もっと読む)
ビード継ぎ重ね溶接方法
【課題】確実かつ容易に既存溶接ビードに重ね溶接ビードを継ぎ重ねることができるビード継ぎ重ね溶接方法を提供する。
【解決手段】水平すみ肉溶接又は下向きすみ肉溶接で既存溶接ビード4に重ね溶接ビード11を継ぎ重ねるビード継ぎ重ね溶接方法において、母材2における既存溶接ビード4と重ね溶接ビード11を継ぎ重ねる部位に予め開先3を形成し、開先3内に溶接端部5が位置するように既存溶接ビード4を形成した後、開先3内に位置する既存溶接ビード4の溶接端部5に継ぎ重ねられるように重ね溶接ビード11を形成することを特徴とする。
(もっと読む)
641 - 650 / 714
[ Back to top ]