
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
661 - 670 / 714
ライニング構造
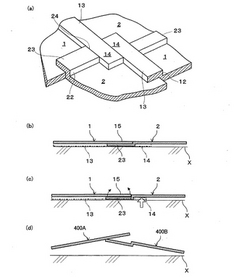
【課題】 ライニング板に接合用の受け片を設け、該受け片をライニング板の突き合わせ部分の当板(裏板)として利用することによって、金属製ライニング板を使用する際には、溶接による良好な接合が可能になると共に、ライニング施工の能率を向上させることができるライニング構造を提供する。
【解決手段】 ライニング板は、方形のライニング板本体の両側辺部に折り曲げ段部を介して形成される受け片と、前記ライニング板本体の残りの側辺部に形成される覆い片とを備え、前記ライニング板を被ライニング面上に縦方向及び横方向に配設し、縦横の方向で隣接する前記ライニング板のうち、一方の前記ライニング板の受け片上に他方の前記ライニング板の覆い片を重ねると共に、一方の前記ライニング板のライニング板本体と他方の前記ライニング板の覆い片とを突き合わせ、当該突き合わせ部分を溶接又は接着剤又はそれらの併用によって接合したことを特徴とする。
(もっと読む)
仕口組付装置

【課題】 支柱に対して直角仕口、傾斜仕口を精度良く、しかも簡単な作業で組付けられるようにする。
【解決手段】 定盤上に寝かした支柱に対して仕口を所定の角度で仮付けする仕口組付装置であり、支柱を定盤と平行で一定の高さにセットして支持するときに用いられる第一上記ユニットと、支柱から直角に張出する腕を有する直角仕口の張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第二定規ユニットと、張出腕を有しない直角仕口の基部を支柱に対して正規の位置にセットして支持する場合に用いられる第三定規ユニットと、支柱から傾斜して張出する腕を有する傾斜仕口の傾斜張出腕を支柱に対して正規の位置にセットして支持するときに用いられる第四定規ユニットと、傾斜張出腕を有しない傾斜仕口の基部を支柱に対して正規の位置にセットして保持するときに用いられる第五定規ユニットとを適宜組み合わせるものである。
(もっと読む)
フルフェイスホイール用リム・ディスク仮付け溶接装置
【課題】 生産性がよく、重勤作業から解放でき、各本溶接機にリムとディスクの芯出し治具を設ける必要がなく、かつ、リム、ディスクの位置出し精度が高い、フルフェイスホイール用リム・ディスク仮付け溶接装置の提供。
【解決手段】(1)リム1とディスク2とを本溶接する本溶接機11よりワーク流れ方向上流側に配置され、ディスク2の搬入、リム1の搬入、仮付けされたリム・ディスク7の搬出がロボット12、13で行われる、フルフェイスホイール用リム・ディスク仮付け溶接装置10。(2)リム・ディスク仮付け溶接装置10が、ディスクとリムとをセンタリングし固定するセンタリング治具20と、ディスクとリムとを仮付け溶接する仮付け溶接トーチ30と、を備えている。
(もっと読む)
H形鋼の製造方法及び製造装置
【課題】 溶接により生じる歪みの矯正工程と仮付け溶接工程が不要なH形鋼の製造方法及び製造装置の提供。
【解決手段】 溶接によって生じるウェッブ板方向の反り度合に対応して、予めウェッブ板方向とは反対方向の逆反りをフランジ板に付与して溶接処理するH形鋼の製造方法;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理するH形鋼の製造方法。ウェッブ板方向とは対方向の逆反りをフランジ板に付与する逆反りローラー機構部と溶接機構部とを備えたH形鋼の製造装置;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理する溶接機を備えたH形鋼の製造装置。
(もっと読む)
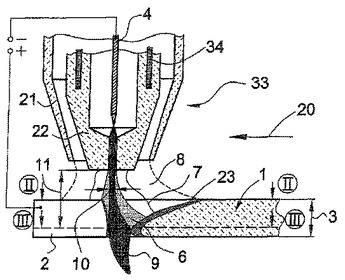
焼入れ可能な鋼のプラズマ・タップホール溶接
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、P:0.010mass%以下に制限した組成とする。これにより、円周溶接部の溶接熱影響部における粒界応力腐食割れの発生を容易に防止できる。なお、使用するマルテンサイト系ステンレス鋼管は、C:0.015%以下、N:0.015%以下、Cr:10〜14%、Ni:3〜8%、およびSi、Mn、S、Alを適正範囲含み、さらにCu:1〜4%、Co:1〜4%、Mo:1〜4%、W:1〜4%のうちの1種又は2種以上、Ti:0.15%以下、Nb:0.10%以下、V:0.10%以下、Zr:0.10%以下、Hf:0.20%以下、Ta:0.20%以下のうちの1種または2種以上、Ca、Mg、REM、Bのうちの1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成とすることが好ましい。
(もっと読む)
鋼板連結クランプ
【課題】 直列に隣接するH形鋼のウェブを簡単な操作で確実強固に挟持して連結し、これらH形鋼を含んで構成されるコラムを溶接治具に同時に複数個セットさせて溶接作業を効率化することができる鋼板連結クランプを提供すること。
【解決手段】 対向板体14A・14Bによって左右両側に差入れ口2・2を形成し、これら差入れ口2からH形鋼のウェブW・Wをそれぞれ挿入可能であって、
これら枠体1A・1Bの何れか一方には、前記差入れ口2の内側面に向け先端部が突出可能に押さえボルト3・3…が配設されており、
この押さえボルト3が回転することによって押さえ端31が枠体1Aの対向板体14Aの外側面へ突出し、反対側の枠体1Bの対向板体14Bと押さえボルト3の押さえ端31との間に直列に隣接する前記各ウェブW・Wをそれぞれ挟持して連結保持できるようにする。
(もっと読む)
自動溶接装置におけるワーク配置方法
【課題】 溶接ロボットの外部移動装置を増加させることなく、全ての溶接線を良好に溶接することができると共に、ワークの設置スペースを小さくすることができる自動溶接装置におけるワーク配置方法を提供する。
【解決手段】 ワーク20はその段差仕口溶接線20a乃至20dが溶接ロボット16のアーム16aの基端部からワーク20に向かう線4に対して所定角度で傾斜するように配置されている。溶接線20cは溶接トーチの有効動作範囲18内に位置し、溶接トーチはアーム16aの伸縮機能等によって溶接線20cの全長に到達でき、溶接トーチとダイヤフラム6との干渉が生じることもない。溶接線20dについても溶接線20cと同様に良好な溶接姿勢を確保することができる。溶接線30a及び20bは溶接線20c及び20dよりも溶接トーチに近いので良好な姿勢を確保し易い。
(もっと読む)
特にシート構成要素の溶接構造物
本発明は、第1および第2平面と、少なくとも第2平面上にある溶接継目とを備える構造物、ならびに溶接方法に関する。本発明はさらに、n枚の隣接層(nはn=3である)と1つの表面とで構成される構造物に関する。 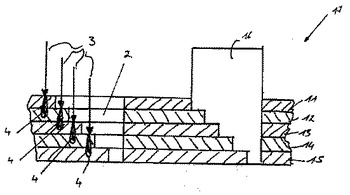 (もっと読む)
(もっと読む)
661 - 670 / 714
[ Back to top ]