
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
671 - 680 / 714
溶接構造貯湯タンク及びその構築方法
【課題】 缶体素材であるフェライト系ステンレス鋼表面におけるCr欠乏層の生成を抑えるための合金設計を行ない、適正な溶接条件により、溶接部の耐食性に優れた溶接構造貯湯タンク及びその構築方法を提供する。
【解決手段】 C:0.015質量%以下,Si:1.0質量%以下,Mn:1.0質量%以下,P:0.045質量%以下,S:0.005質量%以下,Cr17.0〜21.0質量%,Mo:0.5〜1.7質量%,Ni:0.6質量%以下,Cu:0.8質量%以下,Nb:0.05〜0.5質量%,Ti:0.05〜0.3質量%,N:0.015質量%以下,Al:0.01〜0.2質量%,さらに必要に応じてB:0.005質量%以下を含み、かつ19.5<Cr+3Mo<23.5の関係を満足し、残部が実質的にFeからなる組成を有するフェライト系ステンレス鋼板を素材とする。
(もっと読む)
貴金属法を用いて容器内部構造物を溶接する方法

【課題】 貴金属法を用いて容器内部構造物を溶接する方法を提供する。
【解決手段】 応力腐食割れを受けやすい領域において第1の金属を第2の金属の表面に接合する方法は、第1の金属を第2の金属の表面に溶接するのに先立って上記の領域に隣接する第1の金属にSCC耐性貴金属溶接バタリング又は貴金属溶接クラッディング4を施工する段階を含む。それに代えて、本方法は、既存のSCC感受性溶接付着物及び/又は熱影響部を覆って貴金属クラッディング4を施工する段階を含む。金属構成要素は、既存のSCC感受性溶接付着物及び/又は熱影響部を覆う貴金属溶接クラッディング4又はバタリングを含む。
(もっと読む)
自動管端溶接装置
【課題】 コストの増大を抑制し装置の位置決め精度の確保を容易にしつつ、管端溶接作業の自動化を図ることが可能な自動管端溶接装置を提供する。
【解決手段】 自動管端溶接装置10は、所定の回転軸を中心に周方向に溶接トーチが移動する自動溶接部11と、複数の管2の配列方向に沿って自動溶接部11を移動させる溶接部移動機構12と、溶接部移動機構12を管板1に取り付けるためのベースプレート13とを備える。
(もっと読む)
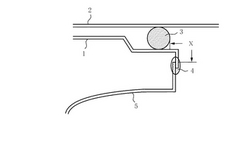
熱交換ユニット
【課題】 一体化した状態の伝熱部における開口部分同士の隔離構造を一部改良して、能率良く部材間の溶接が行えると共に異なる流体流路間の水密が確実に維持できる熱交換ユニットを提供する。
【解決手段】 複数並列状態で一体化される伝熱部における二辺に略壇状平坦部12を成型し、各伝熱部における略壇状平坦部12間の隙間からなる一の開口部分端部内外に沿う形状の略歯型状部分21、31を有する外側補助材20及び内側補助材30を伝熱部並列方向に架設し、伝熱部間の隙間に挿入された状態の各略歯型状部分21、31を互いに溶接して、伝熱部ごと溶融一体化させて各略歯型状部分21、31間の隙間を埋めることから、伝熱部と各補助材20、30の一体化した溶接継手部位で一の開口部分が隣接する他の隙間部分から隔離した状態が確実に得られると共に、伝熱部間の連結強度を大幅に向上させられる。
(もっと読む)
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体
【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
ワーク取付治具及びこれを用いた溶接方法
【課題】 センタリングが容易なワーク取付治具及びこれを用いた溶接方法を提供する。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
(もっと読む)
鋼製セグメントの製造方法
【課題】縦梁を設置するための欠損部を具備する鋼製セグメントでありながら、変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】一対の板材からなる主桁1のそれぞれに、略長手方向に沿って所定の長さの長手方向切り込み部62と一方の端部に向かって所定の幅の幅方向切り込み部61、63とからなるコ字状切り込み6を加工する工程と、コ字状切り込み6が加工された主桁1と、板材からなる一対の継手板3とを相互に溶接接合して枠体を形成する工程と、該枠体に板材からなるスキンプレート4を溶接接合して一方側に開口部を具備する筐体を形成する工程と、該筐体が形成された後、幅方向切り込み部61、62と端部とを連結する一対の切断用切り込み71、72を加工する工程とを有し、溶接接合の後に切断用切り込みを加工することによって欠損部7を形成する。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
鋼製セグメント及び鋼製セグメントの製造方法
【課題】欠損部を具備することなく縦梁の機能を奏する補強手段を有する鋼製セグメント、およびその製造方法を提供することを目的とする。
【解決手段】鋼製セグメント100は、主桁1a、1bと、継手板2a、2bと、スキンプレート4と、縦梁部材5とを有する。縦梁部材5は、主桁1aと主桁1bとを連結する縦部材52a、52bと、縦部材52a、52bを連結する横部材51a、51bと、横部材51a、51bを連結して縦部材52a、52bの外周側の端部に設置される外周部材54とから構成される。その製造方法は、スキンプレート4が設置された状態で、縦部材52a、52bと横部材51a、51bとをそれぞれ設置する工程と、前記枠に相当する範囲のスキンプレート4を撤去する工程と、該撤去工程の後、該撤去範囲を経由して外周部材54を設置する工程とを有する。
(もっと読む)
タッピング性に優れた高強度電縫鋼管製自動車用フレーム材の製造方法
【課題】 小さなトルクでタッピングネジをねじ込むことができ、品質安定性に優れた高強度電縫鋼管製自動車用フレーム材を提供する。
【解決手段】 C:0.01〜0.20%,Si:1.5%以下,Mn:2.5%以下,P:0.05%以下,S:0.02%以下,酸可溶Al:0.005〜0.10%,Ti:0.01〜0.15%及び/又はNb:0.01〜0.15%,必要に応じZr:0.01〜0.30%,V:0.01〜0.30%,Mo:0.01〜0.30%,Cr:0.01〜0.30%,Ni:0.05〜1.00%の一種又は二種以上を含み、式(1)で定義されるC当量を0.25〜0.6%に調整した鋼材を連続鋳造する。仕上げ温度:Ar3変態点以上,巻取り温度:600〜450℃の熱間圧延、酸洗、冷延率:10〜75%の冷間圧延を経て、高強度化した冷延鋼帯が製造される。冷延鋼帯を素材とて幅方向両端部を溶接することにより、タッピング性に優れた高強度電縫鋼管製自動車用フレーム材が得られる。
C当量=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/14V+1/40Ni・・・(1)
(もっと読む)
671 - 680 / 714
[ Back to top ]