
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
61 - 70 / 714
異材継手ならびに異材継手を用いた構造物およびその製造方法
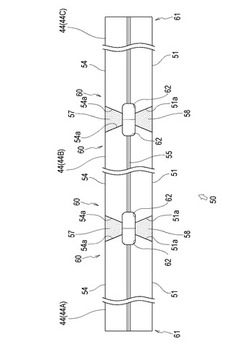
【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
耐水素吸収性ならびに造管性に優れるチタン合金溶接管および溶接管用フープ製品とそれらの製造方法
【課題】水素吸収により脆化が起る恐れのある環境下にて、耐食性および耐水素侵入性を必要とされる復水器や化学プラントなどの多管式熱交換器等に使用される、耐水素吸収性ならびにロール成形での造管性に優れるチタン合金溶接管製品と、その材料となるフープ製品およびそれらの製造法を提供する。
【解決手段】質量%で0.6〜1.8%のCu、0.03%以下のFe、0.16%以下のOを含有し、残部Tiおよび総量で0.3%以下の不純物からなり、粒径10〜1000nmのTi2Cuを最大相とする析出相を体積分率で0.5〜3.5%含むことを特徴とする、耐水素吸収性および冷間加工性に優れるチタン合金溶接管又はチタン合金フープ製品である。また、最終焼鈍を480℃以上、730[%Cu]0.126−160℃以下の温度域で行うことを特徴とする該チタン合金溶接管又はチタン合金フープ製品の製造方法である。
(もっと読む)
鋼材の突合わせ溶接方法

【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
ステータ製造方法
【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
(もっと読む)
アーク溶接システムおよびアーク溶接方法
【課題】幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法の提供
【解決手段】溶滴移行期間T1中にピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、消耗電極に繰り返し流す工程と、各冷却期間T2中に溶接進行方向に上記消耗電極を移動させる工程と、設定時間に基づき上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、溶滴移行期間T1における上記ピーク期間の回数が設定数に達すると、溶滴移行期間T1を終了するパルス数制御工程と、溶滴移行期間T1の長さが設定時間に達すると、溶滴移行期間T1を終了する時間制御工程とを備え、上記時間制御工程は、予備溶接開始指示信号Ss2を上記切替制御回路が受けたときに行われ、上記パルス数制御工程は、本溶接開始指示信号Ss1を上記切替制御回路が受けたときに行われる。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
アーク溶接システムおよびアーク溶接方法
【課題】幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法の提供
【解決手段】消耗電極15にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材Wに形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路31を備えるアーク溶接システムA21であって、設定時間Trを記憶する設定時間記憶部36と、設定数Nbを記憶する設定数記憶部35と、設定時間Trに基づき、設定時間Tr当たりの上記ピーク期間の回数である標準パルス数Naを計算するパルス数計算回路32と、上記溶滴移行期間における上記ピーク期間の回数が設定数Nbに達すると、終了指示信号Esを送る終了判断回路34と、を備え、出力回路31は、終了指示信号Esを受けたときに上記溶滴移行期間を終了する。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
工業用ロール及びその製造方法
【課題】アークにより発生した熱を利用して、溶加材を使用することなくロール胴体と軸部材が接合されている工業用ロール及びその製造方法を提供すること。
【解決手段】円筒形状または円柱形状のロール胴体(7)の両端部に軸部材(6)を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源(8)を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合する。
(もっと読む)
61 - 70 / 714
[ Back to top ]