
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
691 - 700 / 714
靭性最適化溶接継手及びこの溶接継手を生成する方法
【課題】 最適化された靭性を有する溶接継手及びこの溶接継手を生成する方法を提供する。
【解決手段】 靭性最適化溶接継手(30)を生成する方法。溶接継手(30)の中央溶接部(33)に対して妥当な靭性を与えることになる溶接手順が作成されて用いられ、溶接継手(30)の表面溶接部(35)に妥当な靭性を与えることになる溶接手順が作成されて用いられる。
(もっと読む)
溶接ロボット制御装置及び溶接ロボットの制御方法
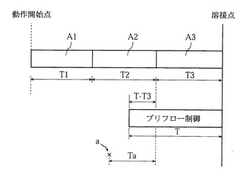
【課題】 複数の教示ステップが含まれる作業プログラムによって制御される溶接ロボットの制御装置において、必要十分なプリフロー時間を確保することのできる溶接ロボット制御装置を提供する。
【解決手段】 本発明の溶接ロボット10の制御装置20は、溶接トーチ16を動作開始位置から溶接開始位置に移動させるための複数の教示ステップを実行して、溶接開始位置に移動後にアークを発生させ溶接を行うものであって、複数の教示ステップの各教示ステップに対応する溶接トーチ16の動作を制御するのに要する時間と、予め設定されたプリフロー制御時間とに基づいて、溶接トーチ16が溶接開始位置に移動する以前のシールドガスの噴出タイミングを算出し、この噴出タイミングでシールドガスを噴出させる。
(もっと読む)
鉄道車両構体及びその製造方法

【課題】 組み立て作業性の向上を図りつつ、十分な剛性を担保することができる鉄道車両構体及びその製造方法を提供する。
【解決手段】 鉄道車両構体1では、ドア側接合片10aと窓側接合片12aとが突き合わされた状態でドアブロック10と窓ブロック12とが接合されている。これにより、各接合片10a,12aを、ドアブロック10と窓ブロック12との接合部分に延在する縦骨としてそのまま機能させることができるため、鉄道車両構体1の組み立て作業性を良好なものにしつつ、上下方向における剛性を十分に担保できる。また、鉄道車両構体1では、ドアブロック10によってドア部14及び戸袋25a,25bがユニット化され、窓ブロック12によって窓部26がユニット化されている。従って、ドアブロック10及び窓ブロック12の配置数を増減させることで様々なタイプの側構体4を容易に作製できる。
(もっと読む)
鉄道車両構体及びその製造方法
【課題】 組み立て作業性の向上を図りつつ、十分な剛性を担保することができる鉄道車両構体及びその製造方法を提供する。
【解決手段】 鉄道車両構体1では、周縁部から車両内面側に向けて突出する第1の接合片18bを有する第1の外板パネル18と、周縁部から車両内面側に向けて突出する第2の接合片20aを有する第2の外板パネル20とが、第1及び第2の接合片18b,20aが突き合わされた状態で接合され、その突き合わせ接合部分は、内側溶接部W1、外側溶接部W2及び中間連結部W3によって溶接されている。これにより、互いに突き合わされて接合された接合片18b,20aを外板パネル18,20同士の接合部分に延在する骨部材としてそのまま機能させることができ、鉄道車両構体1の組み立て作業性を良好なものとしつつ、剛性を十分に担保することができる。
(もっと読む)
建設機械のアームの製作設備
【課題】 異なる強度の平板を溶接してアームを製作する場合に多種類のアームを製作するための溶接作業を同一設備で能率的に行える建設機械のアームの製作設備を提供する。
【解決手段】 第1の加工用平板分割片19aと第2の加工用平板分割片19bと第3の加工用平板分割片19cとを溶接して、U字状アーム部材18を曲げ加工により形成するための加工用平板19を製作するための建設機械のアームの製作設備を構成する場合に、各加工用平板分割片19a,19b,19cを設置可能な定盤22と、定盤22の両側に配置され各加工用平板分割片を別々に置けるストックエリア23,24とを設けるとともに、加工用平板分割片を把持して定盤22の所定位置に設置する機能と、この設置された各加工用平板分割片同士を溶接することができる機能とを兼備したロボット25を定盤22の両側に2台ずつ設けて構成した。
(もっと読む)
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器
【課題】溶接不良を低減でき、冷凍機油の円滑な流れが可能となるアルミニウムアキュームレータ溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3を有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、ステンレススリーブ8とから構成され、アルミニウムパイプ4の端部にはステンレススリーブ8の端面がアルミニウムパイプ4の端面と一致するように挿入され、アルミニウムパイプ4はビーディング加工部3までアルミニウムアキュームレータ5へ挿入され、アルミニウムパイプ4とアルミニウムアキュームレータ5とステンレススリーブ8を重なり合うつなぎ部12で溶接することにより溶接不良を低減でき、冷凍機油の流れを円滑にできる。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 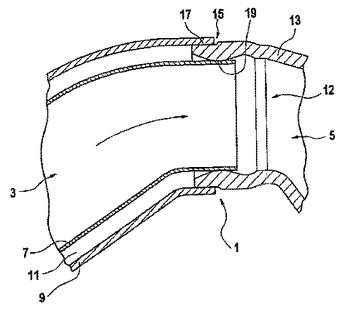 (もっと読む)
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 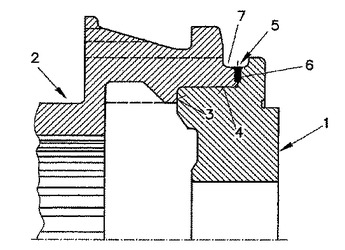 (もっと読む)
(もっと読む)
圧力容器のノズルの先端形状および先端の肉盛溶接方法
【課題】 ノズルの内部に内管等の他の部材が配設されている場合であっても、該部材を撤去することなく、現行のものと類似の溶接トーチを用いて応力腐食割れの予防保全工事を行うことができる圧力容器のノズルの先端形状および先端の肉盛溶接方法を提供する。
【解決手段】 内管4は撤去することなく、セーフエンド8を切断し、ノズル1の先端部にクラッド溶接部2および肉盛溶接部3の一部に掛けて円錐状開先切削部Cを形成し、この円錐状開先切削部Cに溶接トーチ6をクラッド溶接部2の内面に対して5°〜60°の傾斜角で当接して、耐食性改善溶接部9を溶接形成した。
(もっと読む)
691 - 700 / 714
[ Back to top ]