
国際特許分類[B23K9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325)
国際特許分類[B23K9/00]の下位に属する分類
スポットアーク溶接 (13)
アーク切断,ガウジング,スカーフィングまたはデサーフェーシング (7)
シーム溶接;裏あて方法;インサート (621)
結合以外の目的で用いられる溶接,例.肉盛溶接 (194)
アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332)
アークの磁性制御のための装置または電気回路 (27)
パルス電流または電圧によるアーク溶接のための装置または回路 (118)
溶接条件の監視または自動制御 (260)
他の電気回路;電撃防止回路;遠隔制御 (91)
スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
被覆溶接棒を用いるもの (9)
シールドガスを用いるもの (834)
サブマージアーク溶接 (164)
スタッド溶接 (88)
パーカッション溶接
溶接される材料の性質を考慮したもの (418)
予備処理 (131)
電極に関連した特徴を有するもの (293)
付属具 (168)
国際特許分類[B23K9/00]に分類される特許
701 - 710 / 714
自動溶接方法
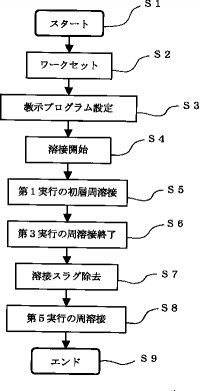
【課題】 多層盛溶接継ぎ手を分割して積層溶接し溶接変形の無い溶接構造物を施工できる自動溶接方法を提供する。
【解決手段】 同積層数とする複数の溶接継手を有し、溶接継手同志の継手構成部材の変形を防止する積層を予め分割し、この分割された積層を設定されたプログラムに従って順次積層溶接する。
(もっと読む)
金属製パイプ端に金属製フランジを溶接する装置

【課題】金属製フランジを金属製パイプと共に回転させつつ、内側隅肉溶接と外側隅肉溶接を遂行し、従来の仮溶接作業、内側隅肉溶接作業、外側隅肉溶接作業の大幅な合理化並びに省力化を達成し、加えてコストダウンを図る金属製パイプ端に金属製フランジを溶接する装置を提供する。
【解決手段】金属製パイプ1のパイプ端を挿入した金属製フランジ2の下部周面を第1,第2支持輪8,9にて荷受けすると共に、同金属製フランジ2の上部を第3支持輪10にて押さえ、該第1乃至第3支持輪8,9,10の回動にて上記金属製フランジ2と金属製パイプ1とを回動しつつ、該金属製フランジ2のパイプ挿入孔の周縁部と上記パイプ端を環状に隅肉溶接する構成とする。
(もっと読む)
ショックアブソーバー
【目的】 軽量且つ安価なアルミニウム合金製のサスペンションストラット等の曲げ荷重を受ける自動車用ショックアブソーバーの提供。
【構成】 下端にフランジ状のブラケット受け部15を有するベースシェル1をアルミニウム合金の冷間鍛造で形成し、ブラケット部2をアルミニウム合金の押出形材で一体成形して該ベースシェルをブラケット部内に挿入嵌合して主要構造を構成することにより、曲げ荷重に対する強度を付与する。更に、該受け部上面をブラケット部下端と所定の開先となる角度に形成し又はブラケット部側面に溶接用切欠部を設けて溶接する。ベースシェル外周とブラケット部内周とに突条と凹溝とを設けて嵌合することにより外周廻りの外力に強度を付与し、また、該突条上端をスプリング受け部とすることにより、充分な支持強度を付与できる。
(もっと読む)
溶接治具
【課題】溶接不良の低減を図った溶接治具を提供するにある。
【解決手段】ブラケット24に取付けられた上型25と、治具ベース21上に設けられた下型22とを有し、この下型22上に被溶接部材2の突き合わせ部を載せ、上型25を上方から下型に向かってプレスして被溶接部材2を保持するように構成した溶接治具20において、ブラケット24には上型25の受部29が設けられると共に、上型25を複数個に分割し、これらの上型25a〜25cをブラケット24にスライド可能に取り付ける一方、分割された上型25a〜25cのうちプレス方向に平行、またはそれに近い方向に延びる被溶接部材2の突き合わせ部の上型25cとその受部29cとの間に弾性体32を弾装し、この弾性体32の付勢力の方向を被溶接部材2の突き合わせ部と直交させたものである。
(もっと読む)
野球バット自動溶接機用グリップエンド保持具
産業用ロボットの溶接機制御方法
短寸筒形鋼の開先加工用連結治具
【課題】 短寸寸法に切断された筒形鋼の両端面を開先加工するに際して、各筒型鋼を直列に仮溶接しなくても良く、且つ、高い加工精度が得られる開先加工用連結治具を提供する。
【解決手段】 短寸寸法に切断された複数個の筒形鋼1を連結し、この両端面1Aを開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼1に挿入することができる軸方向長さ(A)を有し、且つ、少なくとも1面2Aの外径方向に突出する締め付け手段17,30を備えた開先加工用連結治具100である。
(もっと読む)
溶接金属の靱性に優れる厚鋼板の大入熱潜弧溶接方法
【課題】 極厚鋼板を大入熱潜弧溶接するに際して、溶接金属の切欠靱性を改善する。
【解決手段】 溶接用フラックスとしてSiO2、MgO 、CaCO3 、CaF2、Al2O3 、TiO2及びB2O3を所定量で含み、かつ金属成分として鉄粉、Ti粉、Mn粉、Mo粉を含有するボンドフラックスを用いる。溶接用ワイヤとしてC、Si、Ti、Mn、Moを含有する鋼ワイヤを用いる。ワイヤ中のMn含有量a、フラックス中のMn含有量b、ワイヤ中のMo含有量c、フラックス中のMo含有量d、ワイヤ中のTi含有量e及びフラックス中のTi含有量fについて、1.0 ≦a+0.33b≦4.0 (wt%)、0.15≦c+0.33d≦1.00 (wt%)、0.01≦e+0.20f≦0.40 (wt%)の関係を満足させる。
(もっと読む)
鍋類、湯沸し類等容器の溶接用治具
【目的】 底部材と胴部材を突合わせて溶接する容器の溶接用治具において、溶接を良好に行うことを目的とする。
【構成】 底部材3と胴部材4を突合せ状態で嵌合させる治具11に、突合せ部5,6に対面する保持部12X,13Yの部位に熱伝導率の大きい伝熱部材14を設ける。
【効果】 溶接時における突合せ部5,6の温度分布を均一にでき、良好な溶接を行うことができる。
(もっと読む)
型枠付立体溶接鉄筋製造装置及び製造方法
701 - 710 / 714
[ Back to top ]