
国際特許分類[B23K9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621)
国際特許分類[B23K9/02]の下位に属する分類
電極の振動を用いる溶接 (56)
直線状シームのためのもの (88)
同一平面上の曲線状シームのためのもの (165)
三次元状シームのためのもの (12)
シームの下に配置された裏当て手段を使用するもの (49)
モールド手段を用いるもの (12)
国際特許分類[B23K9/02]に分類される特許
81 - 90 / 239
筺体における突合せ部位の接合構造および突合せ部位の接合方法
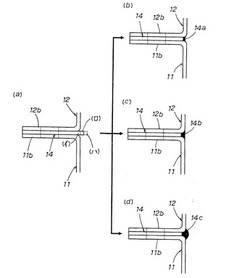
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法

【課題】メンテナンスの作業負担を軽減することができる溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法を提供することを目的とする。
【解決手段】昇華性、水溶性あるいは油溶性の消失材料で所要ギャップの厚みに形成されたスペーサ4a,4bをソケット1の突出環部1cと配管2a,2bとの対向端面間のそれぞれ介設し、スペーサ4a,4bの厚み分の所要ギャップをソケット1の突出環部1cと配管2a,2bとの対向端面間に確保する。この状態で、ソケット1の両端部と配管2a,2bの外周面とを溶接する。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法
【課題】溶接施工時間を犠牲にすることなく、重ねすみ肉アーク溶接継手の疲労強度を向上させることのできる、薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法を提供する。
【解決手段】本発明の溶接継手は、重ねすみ肉アーク溶接による溶接金属とは異なる溶融、凝固組織が隣接し、その最大深さが下板厚の20〜50%であり、その溶接ビード幅方向の幅が下板表面で下板厚の30〜70%であることを特徴とし、本発明の製造方法は、溶接継手の下板となる鋼板の表面上に、重ねすみ肉溶接ビードの止端部が形成される個所を想定し、予め当該箇所に、レーザ、プラズマアーク、TIGアークのいずれかの高エネルギー照射手段により、溶融、凝固部を形成した後、重ねすみ肉アーク溶接することを特徴とする。
(もっと読む)
操作ペダル、および重ね合わせ溶接方法
【課題】操作ペダルを構成している2つの部材が重ね合わされて溶接される場合に、入熱量のアンバランスに起因する接合不良や熱歪の発生を抑制する。
【解決手段】ペダルアーム14のボス取付筒部32g、34gよりも外側へ突き出す軸方向の端部40a、40bの外径が小さくされることにより段差42a、42bが設けられており、そのボス取付筒部32g、34gの端縁から段差42a、42bに跨がるコーナー部分にプラズマアーク溶接が施される。このため、ボス取付筒部32g、34gとボス16との第2接合部W2に効率良く集中的に入熱することが可能で、熱歪の発生を抑制しつつ所定ののど厚Dを確保して接合強度を向上させることができる。また、段差42a、42bに連続する端部40a、40bから良好に放熱されるため、部材の溶け広がりが防止され、この点でものど厚Dの減少が抑制されるとともに、ボス16の内周面の熱歪が抑制される。
(もっと読む)
脆性き裂停止後の破壊発生防止特性に優れた溶接構造体
【課題】鋼構造物での脆性き裂アレスト後の延性破壊や脆性破壊といった破壊の発生を有利に防止することのできる、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を提供する。
【解決手段】隅肉溶接および/または部分開先溶接で組み立てられる、十字溶接継手および/またはT字溶接継手を有する溶接構造体において、十字溶接継手またはT字溶接継手の貫通側鋼板2側の隅肉脚長または溶着断面長さL2を、溶接線方向の全線もしくは一部で、十字溶接継手またはT字溶接継手の非貫通側鋼板1の板厚t1の1/4以上とすることを特徴とする、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を採用する。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
タンデム回転サブマージアーク溶接方法
【課題】水平タンデムサブマージアーク溶接における高速溶接性、大脚長性、耐アンダカット性を向上する。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、高靭性CO2溶接部の溶接金属における板厚t/4部(t:鋼板Aの厚さ)の脆性破面遷移温度vTrs(L)および低靱性CO2溶接部の溶接金属における板厚t/4部の脆性破面遷移温度vTrs(X)と、高靭性CO2溶接部のCO2溶接長Lおよび前記低靱性CO2溶接部のCO2溶接長Xと、鋼板Bの脆性き裂伝播停止性能Kcaと、の関係式を求める第1の工程と、この関係式に基づき、鋼板Aの突合せ溶接継手に沿って伝播する脆性き裂の停止に有用な、脆性破面遷移温度vTrs(L)および脆性破面遷移温度vTrs(X)などの範囲を決定する第2の工程と、を含む。
(もっと読む)
異幅母材のための溶接方法
【課題】エンドタブを用いて形成される溶接止端部には、柱母材底面先端部および梁母材開先側面止端部の双方に直角な隅角部が形成されており、アンダカット等の欠陥が生じやすい。
【解決手段】溶接使用面16が、この溶接使用面16と段差面18の交線(β軸)を中心軸にして、溶接非使用面14に平行な面から所定の角度でエンドタブの内側に面回転(β°)された位置に設けられ、当該段差面18の幅(d)を下部(初層部)から上部(表層部)まで実質的に同一にした溶接用セラミックエンドタブ。
(もっと読む)
81 - 90 / 239
[ Back to top ]