
国際特許分類[B23K9/032]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | 三次元状シームのためのもの (12)
国際特許分類[B23K9/032]に分類される特許
1 - 10 / 12
鋼材のサブマージアーク溶接方法
【課題】低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能な、鋼材を内外面一層溶接する多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
(もっと読む)
スタブ管溶接ヘッド
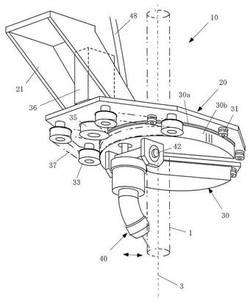
【課題】スタブ管をヘッダ管に溶接することができ、かつ溶接ヘッドを溶接線に直交する方向に往復動するウィービング動作が可能であるスタブ管溶接ヘッドを提供する。
【解決手段】対象物に一端が固定されたスタブ管1の端部全周を溶接するためのスタブ管溶接ヘッド10であって、スタブ管の軸線が仮想軸線3上に位置する場合に、スタブ管を間隔を隔てて囲む第1開口22と第1開口と外部空間とを連通しスタブ管が通過可能な第1スロット24とを有するヘッド本体20と、ヘッド本体に仮想軸線3を中心に旋回駆動可能に取り付けられ、第1開口と整合してスタブ管を間隔を隔てて囲む第2開口32と第2開口と外部空間とを連通しスタブ管が通過可能な第2スロット34とを有する旋回部材30と、旋回部材に仮想軸線3に対して半径方向に揺動駆動可能に取り付けられた溶接トーチ40とを備える。
(もっと読む)
溶接方法及び溶接装置

【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
高強度鋼管用鋼板及び高強度鋼管
【課題】優れた耐HIC性を有する高強度鋼管用鋼板及び高強度鋼管を提供する。
【解決手段】本発明による高強度鋼管は、質量%で、C:0.020〜0.070%、Si:0.05〜0.50%、Mn:1.10〜1.60%、P:0.008%以下、S:0.0006%以下、Cu:0.05〜0.50%、Cr:0.05〜0.50%、Ni:0.05〜1.00%、Mo0.50%以下、Nb:0.005〜0.080%、V:0.005〜0.080%、Ti:0.005〜0.030%、N:0.0015〜0.0070%、Al:0.005〜0.060%及びCa:0.0005〜0.0060%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
0.6<Cu+Cr+Ni+Mo<1.5 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
スパイラル鋼管の製造方法およびスパイラル鋼管
【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
フラックス再利用装置
【課題】スパイラル鋼管のサブマージアーク溶接に使用したフラックスを循環利用でき、高品質のスパイラル鋼管を製造可能なフラックス再利用装置を提供する。
【解決手段】スパイラル鋼管11をサブマージアーク溶接して造管するに際し、余剰のフラックスを回収して循環利用するためのフラックス再利用装置10であり、サブマージアーク溶接が終了した箇所から吸引回収される湿潤状態の使用済みフラックス中の磁性体を除去する磁力選別機19と、この下流側に配置され、磁性体が除去された使用済みフラックスから、スラグ及びダストを除去して湿潤状態のフラックスを回収する粒径選別機22と、この下流側に配置され、湿潤状態のフラックスをサブマージアーク溶接に再利用可能な状態まで乾燥処理する乾燥機23と、乾燥処理したフラックスを溶接箇所16へ供給する搬送手段25とを有する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
スパイラルパイプの製造方法及び装置
【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
1 - 10 / 12
[ Back to top ]