
国際特許分類[B23K9/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークの磁性制御のための装置または電気回路 (27)
国際特許分類[B23K9/08]に分類される特許
1 - 10 / 27
パルスアーク溶接の磁気吹き判別方法
【課題】 パルスアーク溶接において、磁気吹きによるアークの偏向を早期に判別する。
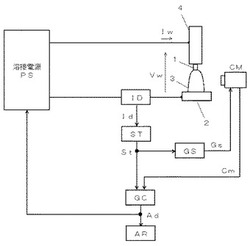
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を通電してアークを発生させ、CCDカメラCMによってアークの発生部3を撮影し、この撮影された画像データCmを処理して磁気吹きの発生を判別するパルスアーク溶接の磁気吹き判別方法において、画像処理回路GCによって、ピーク期間中の画像データCmからアークの中心位置を算出すると共に、ベース期間中の画像データCmからアークの中心位置を算出し、これら両アークの中心位置のズレ量が基準値以上になったことを判別して磁気吹きの発生を判別して磁気吹き判別信号Adを出力する。このようにアークの偏向を直接画像データから判別するために、磁気吹きによるアークの偏向状態が小さいときでも磁気吹きの発生を早期に正確に判別することができる。
(もっと読む)
アーク溶接制御方法

【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
TIG溶接方法およびその装置
【課題】より高いアスペクト比の溶接部断面形状を得ることができ、更に溶接アークの放射熱により永久磁石が過熱することを防止できるTIG溶接方法およびその装置を提供する。
【解決手段】被接合物5と溶接トーチ3の電極4との間にアーク放電させて溶接アーク8を発生させ、永久磁石7により溶接アーク8の周囲に磁界を発生させ、磁界と電流との電磁気的相互作用により生じる電磁力を、被接合物5の溶融部17に作用させ、接合するTIG溶接方法において、永久磁石7を溶接トーチ3の電極4の周囲に配列し、永久磁石7を移動して磁界を変動させることにより溶融部17にかかる対流駆動力を変化させて溶接することを特徴とするTIG溶接方法。
(もっと読む)
アーク溶接の磁場強度調整方法
【課題】磁場を利用したアーク溶接において、コストの増加や装置の大型化を回避しつつ、溶接部の磁場強度の調整が可能な技術を提供すること。
【解決手段】突き合わせたワークWをプラズマトーチ10により溶接するプラズマアーク溶接において、プラズマトーチ10が進行する接合方向に対して直交する方向の磁場BをワークWの内部に生成し、プラズマトーチ10とワークWとの間に流れる電流Iと、磁場Bとに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチ10の進行方向前方に曲げてプラズマアーク溶接する際に、溶接部の磁場強度を調整するプラズマアーク溶接の磁場強度調整方法であって、プラズマトーチ10とワークWの突き合わせ部との相対位置を変更することにより、溶接部の磁場強度を調整することを特徴とする。
(もっと読む)
アーク溶接方法及びアーク溶接装置
【課題】ノズル先端部の消耗を低減しながらワークへの必要な入熱量を確保して、溶接速度を向上させること。
【解決手段】プラズマトーチ10を用いてワークWにアーク溶接を施すアーク溶接方法であって、ワークを非磁性体である治具に固定し、プラズマトーチが進行する接合方向に対して直交する方向の磁場Bをワークの内部に生成し、プラズマトーチと前記ワークとの間に流れる電流Iと、磁場とに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチの進行方向前方へ曲げて溶接する。この場合、ワークを非磁性体治具に固定しているために、ワークを磁性体治具で固定するよりも、ワーク内に流れる磁束の密度を高めることができる。さらに、溶接部分がキュリー温度を超えて非磁性体になることにより、磁束の流れを溶接部分前方向へ集中できアーク制御の効率を高めることができる。
(もっと読む)
アーク溶接制御方法
【課題】 パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電してパルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶するパルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法をパルスアーク溶接から直流アーク溶接に自動的に切り換えて溶接を行う。直流アーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
パルスアーク溶接制御方法
【課題】 パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期として繰り返して溶接するパルスアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、溶接線Ps−Pe上の磁気吹き発生区間A1−A2を判別して記憶するテスト溶接を行い、実施工時に、溶接線Ps−Pe上の記憶された磁気吹き発生区間A1−A2を溶接するときは、溶接電流の通電路のインダクタンス値を大きくして溶接を行う。インダクタンス値は、通電路に可飽和リアクトルを追加挿入することによって大きくする。これにより、ベース電流を増加させることなく磁気吹きによるアーク切れを防止することができるので、ビード外観が悪化することを抑制することができる。
(もっと読む)
パルスアーク溶接制御方法
【課題】 パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】溶接ワイヤを送給すると共に、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期として繰り返して溶接するパルスアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、溶接線Ps−Pe上の磁気吹き発生区間A1−A2を判別して記憶するテスト溶接を行い、実施工時に、溶接線Ps−Pe上の記憶された磁気吹き発生区間A1−A2を溶接するときは溶接電流波形パラメータを自動的に変化させて磁気吹きの発生を抑制する。溶接電流波形パラメータの変化は、ベース電流を大きくすることである。これにより、磁気吹き発生区間A1−A2中はベース電流が増加されるので、アークの硬直性が強くなり、磁気吹きによるアークの偏向は抑制される。この結果、ビード外観が悪化することを防止することができる。
(もっと読む)
アーク溶接方法およびその装置
【課題】アークの先端側のみを進行方向前方へ曲げることで、ノズル先端部の消耗を低減しながらワークへの必要な入熱量を確保して、溶接速度を向上させることのできるアーク溶接方法およびアーク溶接装置を提供すること。
【解決手段】プラズマトーチ10を用いてワークWにアーク溶接を施すアーク溶接方法であって、プラズマトーチが進行する接合方向に対して直交する方向の磁場Bをワークの内部に生成し、プラズマトーチと前記ワークとの間に流れる電流Iと、磁場とに起因したローレンツ力Fにより、アークAの先端側をプラズマトーチの進行方向前方へ曲げて溶接する。この場合、ワークの接合線の両側に、磁力がアークに及ぼす影響に比べてワークの内部に及ぼす影響がより大きくなる位置に電磁石21を配置することによって、磁場を生成する。
(もっと読む)
アーク溶接装置及び方法
【課題】上方に存在する母材に対してアーク溶接を行うこと。
【解決手段】回転磁場制御部22は、母材2と一定距離だけ離間して配設される電磁石13−1乃至13−nの各々のコイルに対して、所定の位相差を有する交番電流の各々を流すことによって、溶融池31内に回転方向に整列した磁場RHを発生させる。当該回転方向に整列した磁場RHと、溶融池31内で略水平方向に放射線状に拡散するアーク電流RIとによって、フレミングの左手の法則に則った、略垂直上向き方向の電磁力Fが発生する。これにより、溶融池31内の溶融金属の落下が防止されて、上方に存在する母材2に対する溶接が実現可能になる。
(もっと読む)
1 - 10 / 27
[ Back to top ]