
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
11 - 20 / 280
複合溶接方法と複合溶接装置
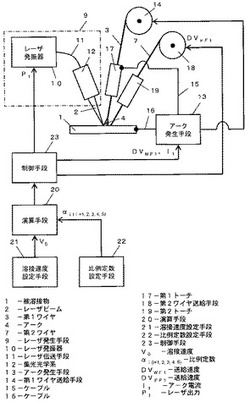
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段20は、前記アーク発生手段13から制御される前記第1ワイヤ3の換算送給速度と前記第2ワイヤ7の換算送給速度の和を前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
アルミニウム板材の接合方法

【課題】表面の平滑性に優れ、接合強度が高く、欠陥のない差厚アルミニウム接合板の安価な接合方法を提供する。
【解決手段】厚さ0.5〜3.0mmを有し隣接するアルミニウム板材の厚さが異なる複数のアルミニウム板材を接合する方法であって、複数のアルミニウム板材が、Mg:6.0mass%未満を含有し残部Al及び不可避的不純物からなるアルミニウム合金であり、薄板材厚さt1と厚板材厚さt2が1.0≦t2/t1<1.3を満たし、電極間距離を1.0mm以下とし、純度75〜100%で流量5〜15リットル/分のHeをシールドガスとして用い溶加材を用いず、薄板材と厚板材との平均板厚における単位板厚当たりの入熱量を2500〜12000(J/cm2)とし、両板材の端面同士を突合わせて突合せ部を直流正極性ティグ溶接法にて接合するアルミニウム板材の接合方法。
(もっと読む)
溶接システム及び方法
【課題】比較的低い出力レーザを高い速度で使用して、厚い片上に完全溶け込み溶接部を形成する。
【解決手段】本溶接システム100は、ギャップ140を形成するように配置された片と、ギャップ140内に配置されたフィラー150と、ギャップ140に追従しかつ該ギャップ140の近傍に溶融材料を移動させて初期溶接プール133を形成するように配置及び構成されたアーク溶接機160と、ギャップ140に隣接して初期溶接プール133を通してレーザビームを投射してフィラー150の一部分を溶融して強化溶接プール134を形成しかつそれが該ギャップ140を充填するのを助けるように配置及び構成されたレーザ溶接機130とを含む。
(もっと読む)
GMA溶接方法
【課題】溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
溶接方法及び装置
【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
溶接トーチ及びプラズマ溶接方法
【課題】本発明は、プラズマ溶接に要するコストを低減可能であると共に、容易にプラズマ溶接を行うことの可能な溶接トーチ及びプラズマ溶接方法を提供することを課題とする。
【解決手段】パイロットガスが供給される先端部24Aを含む電極24、及び電極24の先端部24Aを露出するように、電極24の軸方向Aに対する電極24の位置を規制するコレット22を有するインナー部材11と、電極24の先端部24Aのうち、少なくとも一部を収容するセンターノズル27、センターノズル27の外側に配置されたアウターノズル31、及びセンターノズル27の先端面27aに向かうようにシールドガスを案内するシールドガス流路33を有し、かつインナー部材11の外周部の一部を囲むように配置されたアウター部材12と、電極24の軸方向Aに対してインナー部材11及びアウター部材12を相対的に移動させる駆動部14と、を含む。
(もっと読む)
Zn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法
【課題】めっき原板の鋼種による制約や、大幅なコスト増を伴うことなく、Zn−Al−Mg系めっき鋼板部材を用いたアーク溶接構造部材において優れた耐溶融金属脆化割れ性を有するものを提供する。
【解決手段】ガスシールドアーク溶接にて鋼材同士を接合して溶接構造部材を製造するに際し、少なくとも接合する一方の部材を溶融Zn−Al−Mg系めっき鋼板部材とし、Arガス、HeガスまたはAr+He混合ガスをベースとしてCO2濃度が0〜7体積%に調整されたシールドガスを使用する、耐溶融金属脆化割れ性に優れるZn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、前記レーザ発生手段のレーザ出力と前記アーク発生手段から制御される前記レーザ発生手段のレーザ出力と前記アーク発生手段のアーク電流と前記第2ワイヤの送給速度との何れも前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、レーザ出力と溶接速度を用いてレーザ入熱を算出し、アーク電流とアーク電圧と溶接速度を用いてアーク入熱を算出し、前記レーザ入熱と前記アーク入熱が予め定めた特定の関係を満足する場合にのみ前記溶接許可信号を出力する。
(もっと読む)
11 - 20 / 280
[ Back to top ]