
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
41 - 50 / 280
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
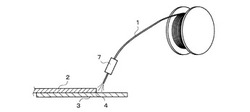
レーザ溶接方法とレーザ溶接装置

【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記被溶接物の表面における前記フィラーの狙い位置と同じ位置にレーザビームを照射すると共に、前記フィラーの中心軸と前記レーザビームの光軸とのなす角度を45度以下にするレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】被溶接物1の溶接位置に供給するフィラー7が前記被溶接物1の表面における狙い位置Aと同じ位置にレーザビーム2を前記フィラー7に照射しながら入射すると共に、前記フィラー7の中心軸と前記レーザビーム2の光軸のなす角度を45度以下にすることによって溶着速度を上げると共に、溶融金属のギャップに対するブリッジ能力を高め、継手溶接では広い許容ギャップを得ることができる。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザを照射しながらワイヤを送給してアーク溶接を同時に行う際、前記溶接位置にフィラーを送給し、前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
溶接後工程の制御方法
【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
溶接機のボンベ架台
【課題】 ボルト・ナットやキャッチクリップのような固定具を用いることなく、簡単な操作で、台座を折り畳んだ状態に確実に保持できるようにする。
【解決手段】 溶接機の筐体側面に取り付けた架台ブラケット11と、上方に折り畳み可能な状態で架台ブラケット11に取り付けられた台座12とで構成される。架台ブラケット11は、前記筐体側面及び溶接機設置面に対して垂直な、板状の台座支持部13を備え、台座12は、基部側面に立設されたガイドピン16と、該ガイドピン16より先端寄り側面に立設された固定ピン17とを備えている。架台ブラケット11には、ガイドピン16を貫挿させてガイドするへの字形状のガイド溝14が縦方向に形成され、上端縁部に開口し、固定ピン17を受け入れて係合する固定溝15が設けられる。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ溶接装置
【課題】 高温割れ,アンダーカットを生じることなく安定したアークでプラズマアーク溶接をより高速化。
【解決手段】 先頭電極空間1a,1以上の中間電極空間1bおよび後尾電極空間1cと、溶接方向yの一直線上に分布し各電極空間にそれぞれが連通し前記一直線と平行な溶接線に対向して開いた3個以上の開口4a,4b,4cと、を備えるインサートチップ1。該インサートチップの各電極空間に各先端部を挿入した複数の電極2a,2b,2cと、を備えるプラズマトーチ。先頭電極2aに予熱電力を給電する第1電源18ap,18awと、中間電極2bに裏ビード形成電力を給電する第2電源18bp,18bwと、後尾電極2cになめ付け電力を給電する第3電源18cp,18cwと、を備えるプラズマ溶接装置。先頭電極又は中間電極のプラズマアークにより裏ビードを形成し、他の電極のTIGアークで予熱又はなめ付けをするプラズマ溶接装置。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで狭開先溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
41 - 50 / 280
[ Back to top ]