
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
51 - 60 / 280
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで狭開先溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
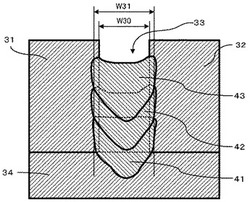
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先

【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
プラズマアーク溶接方法
【課題】簡便な方法により、再現性よく安定した裏ビード形成が可能であり、ブローホールの発生がなく良好な溶接ビード品質を得ることが可能なプラズマアーク溶接方法を提供する。
【解決手段】非キーホール溶接状態と、キーホール溶接状態とを周期的に変化させるプラズマアーク溶接方法であって、プラズマガスの流量を制御して非キーホール溶接状態とし、非キーホール溶接状態時のプラズマガスに添加用プラズマガスを周期的に供給することにより、プラズマガスの圧力を瞬間的に大きくしてキーホール溶接状態とすることを特徴とするプラズマアーク溶接方法である。
(もっと読む)
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
【課題】熱またはエネルギの入力が、できる限り互いに独立して調整可能であるようにした、溶接ユニットおよび溶接方法を提供する。
【解決手段】溶接装置1には、少なくとも1つの制御装置と、溶接電源2と、任意であるワイヤ供給ユニットとが配置される。溶接トーチユニット29は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー10,35を備える。こうした溶接ユニット27および溶接方法は、ワークピース16への追加の材料および、熱またはエネルギ供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー10は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナーは、溶接ロッド32の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー10,35を用いて実行される溶接プロセスは同期している。
(もっと読む)
アーク溶接装置
【課題】ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、容易に把握することができない。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
(もっと読む)
アーク溶接装置
【課題】マスフローコントローラ単体でシールドガスの流量を制御すると、溶接開始時にガス流量が不足してしまうことがある。
【解決手段】マスフローコントローラ31を有し、ガスシリンダ30からマスフローコントローラ31を経由して溶接トーチ7へと供給するためのガス通路を備えるアーク溶接装置1である。ガス電磁弁33をマスフローコントローラ31と溶接トーチ7の間のガス通路に設ける。ロボットコントローラ16は、ガスの停止に際し、ガス電磁弁33を閉作動させ、次いで予め定めた遅延時間だけ経過した後にマスフローコントローラ31からのガス出力を停止させる。次回のガス出力開始時にガス電磁弁31を開作動させ、同時にマスフローコントローラ31からのガス出力を開始させる。充填されたガスが噴出されることにより、マスフローコントローラ31単体で不足するガス流量を補うことができる。
(もっと読む)
アークブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板あるいはステンレス鋼板に対して低入熱溶接電源を用いたアークブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定化させる。
【解決手段】被接合材が、亜鉛めっき鋼板間、亜鉛めっき鋼板と炭素鋼板間、亜鉛めっき鋼板とステンレス鋼板間、炭素鋼板間では、炭酸ガス6〜22容量%と残部がアルゴン、あるいは炭酸ガス5〜22容量%と残部がヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、また炭素鋼板とステンレス鋼板間では、炭酸ガス5〜22容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、ステンレス鋼板間では、炭酸ガス0.5〜5容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガス、あるいは酸素0.5〜2容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用いる。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
TIG溶接方法
【課題】厚い板厚の、特に炭素鋼、低合金鋼及びステンレスパイプなどの鋼管パイプを固定して周囲をTIG溶接するにあたり、開先加工せず、鋼管パイプの両端面を直角に切断して突合わせ、そのギャップを0にして1パスにて、かつ鋼管パイプ内面ビード及び外面ビードも適正な余盛高さに仕上げた溶接方法を提供すること。
【解決手段】板厚3mm以上の板厚の溶接対象を固定して周囲を溶接する全姿勢溶接において、開先を取らず突合わせ状態で溶接対象の両端を突合わせ、溶接前に突合わせ外周部にTIG溶接用深溶け込み活性剤を塗布し、溶接時に溶接ワイヤを供給し、ワイヤの進入角度を45°〜65°で溶融金属に挿入してTIG溶接すること。
(もっと読む)
フェライト系ステンレス鋼の溶接方法
【課題】シールドガスを用いてステンレス鋼を溶接する際に、TIG溶接での溶接部裏面のバックシールドガスにArガスを用いるのが一般的である。一方で、製造コスト低減のためにArバックシールドガス以外のガスを用いることも難しい状況にある。
【解決手段】シールドガスを用いてステンレス鋼を溶接する際に、溶接部裏面のバックシールドガスにArガスに窒素ガスを含有させた不活性ガスを用いることを特徴とする溶接部裏面の耐食性低下を抑制したフェライト系ステンレス鋼の溶接方法。
(もっと読む)
51 - 60 / 280
[ Back to top ]