
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
61 - 70 / 280
レーザ溶接用またはレーザ・アークハイブリッド溶接用の引張強さが1100MPa以上の高張力鋼板の製造方法
【課題】 レーザ・アークハイブリッド溶接により溶接される、主たる組織がマルテンサイトである引張強さが1100MPa以上の超高張力鋼板において、鋼板、継手の良好な靭性を確保し、かつ、溶接熱影響部の軟化を抑制して、継手の引張強さも合わせて1100MPa以上を確保できる高張力鋼板の製造方法を提供することを課題とする。
【解決手段】 各元素の成分範囲を適正化し、かつ、鋼板の変態組織を確実にマルテンサイト組織とするために炭素当量を0.45〜1.2%とし、さらに、溶接熱影響部の軟化を抑制するために、析出強化元素に係わるNb当量を0.09〜0.80%とした鋼片を用いて、再加熱焼入や加工熱処理工程によって鋼板を製造するに際して、特に溶接熱影響部軟化抑制のために、550℃超〜Ac1変態点未満で焼戻しを行うことを特徴とする。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
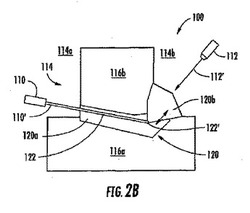
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
銅溶接方法及び銅溶接装置

【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
アーク溶接ロボットの制御装置
【課題】プリフローの開始タイミングを教示データ、溶接環境等に応じて自動調整することができるアーク溶接ロボットの制御装置の提供。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
(もっと読む)
中空電極アーク・レーザ同軸複合溶接方法
【課題】従来のレーザ・アーク複合溶接では困難であった低出力レーザで深い溶け込みの安定した溶接ビードが得られる中空電極アーク・レーザ同軸複合溶接方法を提供する。
【解決手段】中空電極16を用い、該電極の内外に不活性ガスを主成分とするガスを流しながら、電極先端からアーク放電を行い、且つ、前記中空電極の内側にレーザを軸方向に照射して母材を溶接する中空電極アーク・レーザ同軸複合溶接方法において、前記電極は、先端部周囲に中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に厚さ方向に連続する溝部16Bが、該先端部周囲の対向する2箇所に形成されている。
(もっと読む)
溶接金属の割れ感受性評価試験方法
【課題】 製造が難しい成分系の溶接ワイヤを開発する際において、より効率のよい溶接金属の割れ感受性評価試験方法を提供する。
【解決手段】 本発明は、溶接金属の割れ感受性を評価する試験方法において、該溶接金属と同じ成分を持つ鋼板を用い、該鋼板に、裏面よりスリット状の溝を所定の深さまで加工し、該鋼板を表面より溶加材を使用しないTIG溶接を行うことにより、該スリット状の溝に達する溶接金属を形成させることを特徴とし、必要に応じて、前記TIG溶接に際し、前記鋼板を予め拘束板で拘束すること及び/又はシールドガスとして、H2ガスを質量%で0.1〜5%含有するArガスを用いることを特徴とする。
(もっと読む)
レーザ・アーク複合溶接法
【課題】アーク溶接およびレーザ溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、良好な溶接継手を高速にて形成することのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接および消耗電極式アーク溶接により複合接合するレーザ・アーク複合溶接法において、アーク溶接を先行させると共にレーザ溶接を後行させて、アーク放電とレーザ光照射を同一溶接線上に配置させながら溶接し、且つアーク溶接では、一対のアークトーチを溶接線の両側に配置してそれらの先端を溶接進行方向に傾けた状態とし、前記一対のアークトーチ間の間隙を通って前記レーザ光を照射する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
シールドガス流量調節装置
【課題】不活性ガスアーク溶接・溶断機においてアフターフローに流すシールドガスの無駄を確実に減じ、溶接機等を改造することなく、別体の付属品として現場において簡単に設置することができるシールドガス流量調節装置の提供を課題とする。
【解決手段】それぞれ異なる流量が流れる複数の切換用流路12と、切換用流路12を切り換える流路切換器13と、流路切換器13を制御する制御部14と、アークの点弧、消弧の状態を検出してその情報を制御部14に送る検出器15とを備えたシールドガス流量調節装置1であって、制御部14は、検出器15からの情報によりアークが点弧状態か消弧状態であるかを自動判定すると共に、アークが点弧状態から消弧状態になったことを判定すると、流路切換器13を介して切換用流路12を切り換え、点弧状態での流量よりも少ない一定流量のシールドガスをアフターフローとして流すように構成した。
(もっと読む)
61 - 70 / 280
[ Back to top ]