
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
81 - 90 / 280
溶接方法
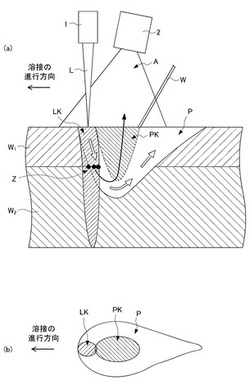
【課題】めっき材を溶接する際に、低コストでブローホールを低減できる溶接方法を提供すること。
【解決手段】めっき材W1、W2を溶接する溶接方法であって、プラズマアークAにより溶融池Pを形成するとともに、この溶融池PのうちプラズマキーホールPKよりも溶接の進行方向側の領域に、めっき材W1、W2に対して略垂直にレーザLを照射する。これにより、徐々に深くなる方向に流れる対流の近傍に、レーザキーホールLKが形成される。したがって、レーザキーホールLKの熱によりめっきが気化すると、この気化しためっきは、レーザキーホールLKによって深くなる方向に押されるから、溶融池P内の対流に乗って後方に流れて、外部に排出される。よって、ブローホールが発生するのを防止できる。また、めっき材W1、W2を加工して突部を形成する必要がないので、低コストで溶接できる。
(もっと読む)
T字継手の溶接方法及び装置

【課題】T字継手の溶接方法及び装置において、溶接時間を短縮して作業効率の向上を図ると共に、未接合部の発生を防止して溶接品質の向上を図る。
【解決手段】レーザビームLBを照射可能であると共にレーザ溶接用シールドガスを吹付け可能なレーザ加工ヘッド31と、溶接ワイヤWを供給可能であると共にアーク溶接用シールドガスを吹付け可能なアークトーチ32と、レーザ加工ヘッド31及びアークトーチ32と各被溶接部材11,12とを溶接方向に沿って相対移動させる移動装置33と、レーザ加工ヘッド31とアークトーチ32と移動装置33を制御する制御装置34とを設け、制御装置34は、レーザ加工ヘッド31によるレーザ出力を1〜6kWに設定すると共に、レーザビーム角α及び第2被溶接部材12の板厚に基づいて第1被溶接部材11からのレーザ狙い位置までの距離Lを設定する。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
複合溶接装置および複合溶接方法
【課題】レーザ溶接とアーク溶接との複合溶接において、溶接開始時に安定した溶接品質を得ると共に、溶接終了時にクレータの凹みと過大成長を防ぎ十分な溶込みを確保する。
【解決手段】ワイヤ送給手段7と、溶接電源装置10と、レーザ装置1と、前記ワイヤ送給手段7と前記溶接電源装置10と前記レーザ装置1とを制御する制御手段12とを備え、前記制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を所定時間だけ送給した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接方向に対して溶接母材の変形や歪み、傾き、板厚の変化が生じた場合でも、レーザ集光ヘッドとアークトーチとの距離、レーザ集光ヘッド及びアークトーチと溶接母材との距離を常に一定に保つことにより、安定したレーザ・アーク複合溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】溶接線方向に略平行に配置され、溶接母材Wの板面上で溶接線方向に沿うように転動する少なくとも2つ以上の倣いローラ4を回動自在に支持するローラ支持フレーム5と、ローラ支持フレーム5を溶接線方向に沿って揺動可能に支持する可動フレーム7と、可動フレーム7を鉛直方向に案内支持する精密直線ガイド9と、ローラ支持フレーム5を溶接母材Wの板面方向に所定の荷重で付勢するスプリング8とを含んでいる。レーザ集光ヘッド1及びアーク溶接トーチ2は、溶接線上に配置されるようローラ支持フレーム5に取付けられている。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
(もっと読む)
二重構造ホース及びその端末装置
本発明は、二重構造ホース及びその端末装置に関するものである。本発明は、外部ホース102とその内部に位置する内部ホース104とが備えられる。上記内部ホース104と外部ホース102との間には少なくとも1つの支持隔板106が設けられる。これによって、上記内部ホース104を通じた移送通路Aと上記内部ホース104と外部ホース102との間の移送通路Bが形成され、これを通じて互いに異なる流体またはガスを分離して移送することが可能である。また、上記外部ホース102及び内部ホース104と連結される端末装置200が提供される。上記端末装置200は、円筒形状の胴体210が備えられ、上記胴体210には上記胴体の一部と上記外部ホース102とを結合する第1蓋部220、及び上記胴体210の他端と結合し、引出しユニット234を収容する第2蓋部230が結合する。上記引出しユニット234は、上記移送通路Aを通じて移送された流体またはガスを移送するように、一端は上記内部ホース104と連結され、他端は内部ホースニップル236と連結される引出しシャフト234bが設けられる。また、上記胴体210には取付孔216が形成されて上記移送通路Bを通じて移送された流体またはガスを外部に供給するように外部ホースニップル240が取り付けられる。そのような本発明によれば、作業時、ホース捩れなどが発生しないので、作業性が改善され、互いに異なる流体またはガスを容易に分離して引出しできるようになる利点がある。  (もっと読む)
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
81 - 90 / 280
[ Back to top ]