
国際特許分類[B23K9/23]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 溶接される材料の性質を考慮したもの (418)
国際特許分類[B23K9/23]に分類される特許
31 - 40 / 418
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接方法

【課題】アーク溶接及びレーザ溶接を併用する溶接方法において、溶接部の品質を劣化させることなく、スパッタやポロシティの発生を抑制すること。
【解決手段】アーク放電の電極1の走査に追随して、焦点を溶接対象物Mの厚み中心から裏面まで、あるいは、裏面下方に位置するように調節したレーザ光2を、前記アーク放電によって形成された溶融池に向けて走査する。このレーザ光2は、溶接対象物Mの表面側において、レーザ光2の焦点がずれた状態となっている。このため、溶融池の表面にレーザ光2のエネルギーが集中しにくく、照射部分の局所的な加熱が生じにくい。この局所的な加熱を防止することで溶融池の表面変動が減少し、この表面変動に起因して発生するスパッタ及びポロシティの発生を抑制できる。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
サブマージアーク溶接用材料及びサブマージアーク溶接方法
【課題】50kJ/cm以上の大入熱溶接において、−20℃程度の低温においても良好な靭性を有する溶接金属を得ることができる。
【解決手段】C:0.01〜0.18%、Si:0〜0.15%、Mn:1.7〜2.8%、Al:0.02〜0.1%を含有し、Nを0.01%以下に規制し、残部がFe及び不可避的不純物である組成のソリッドワイヤと、全フラックスに対し、SiO2:4〜22%、Al2O3:2〜12%、TiO2:5〜26%、MgO:8〜42%、CaF2:2〜11%、CaO:2〜9%、金属炭酸塩(CO2換算値):1〜7%、B2O3:0.2〜0.9%、Mo:0.1〜0.7%、Fe:5〜25%、Al:0〜1.2%を含有するボンドフラックスとを使用してサブマージアーク溶接する。
(もっと読む)
缶体の製造装置およびその製造装置を用いた缶体の製造方法
【課題】缶体の製造時、胴体と鏡板との接合部の仮止め溶接を不要とし、接合部を密に当接した状態を保持し、溶接器具配置の空間を充分に備えた製造装置を提供する。
【解決手段】胴体1の両側に設けた鏡板2に配置された各矯正用リング21の段付き部21aに、鏡板2の立ち上げ部後面2bを当接し、鏡板2の立ち上げ部前面2cと胴体1の立ち上げ部前面1bとを加圧ユニット3の加圧力により密に突き合わせ、矯正用リング21を横方向駆動ユニット22により突き合わせ部12から離脱後、回転駆動ユニット4により、胴体1、鏡板2、各矯正用リング21を一体的に回転する。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
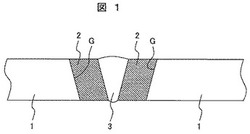
異種金属のライニング方法
【課題】特殊な加工を必要とせず簡易な方法によって、ライニング材を母材にライニングすることができるライニング方法を提供する。
【解決手段】ライニング材1に接合材2を取付け、ライニングされる母材3に貫通穴4を設け、ライニング材1に取付られた接合材2と母材3の貫通穴4の位置が一致するように母材3とライニング材1を重ねた後、接合材2と母材3とを固定することにより、母材3にライニング材1をライニングする。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
溶接方法及び溶接継手
【課題】溶接管理を難しくすることなく、高強度かつ高靭性の溶接継手を容易に得ることができる溶接方法及びこれを用いた溶接継手を提供する。
【解決手段】高張力鋼である母材1同士を突き合わせ、溶接材料を用いて溶接する溶接方法であって、前記溶接材料として、前記母材1より溶接金属の引張強さが大きい第1溶接材料Aと、前記第1溶接材料Aより溶接金属の靭性が大きい第2溶接材料Bと、を用い、前記第1溶接材料Aと前記第2溶接材料Bとを交互に溶接することを特徴とする。
(もっと読む)
31 - 40 / 418
[ Back to top ]