
国際特許分類[B23K9/235]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 予備処理 (131)
国際特許分類[B23K9/235]に分類される特許
1 - 10 / 131
半自動アーク溶接法
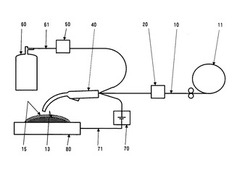
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
位置決め用冶具及び部材位置決め方法

【課題】第1の部材と第2の部材とを溶接するにあたり、溶接を完了するまでの時間を短縮する。
【解決手段】後に溶接される第1の部材と第2の部材との位置決めを行う位置決め用冶具1であって、上記第1の部材及び上記第2の部材に当接して上記第1の部材及び上記第2の部材を位置決めする当接部4を備え、可燃性材料あるいはセラミックスから形成されている。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
1 - 10 / 131
[ Back to top ]