
国際特許分類[B23P21/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ユニットを構成するべく種々の多数の部品を組立てる機械で,そのような部品の先後加工があるものまたはないもの,例.プログラム制御付きのもの (845)
国際特許分類[B23P21/00]に分類される特許
41 - 50 / 845
作業台装置
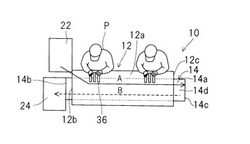
【課題】省スペースでの作業を可能にすると共に、作業員の移動距離を低減して作業効率を向上させるようにした作業台装置を提供する。
【解決手段】作業台装置10において、一端12bから他端12cの間に作業員Pが並列して作業可能な作業台12と、作業台12の下方に設けられ、作業台12の裏面に搬送面14aを対向させると共に、搬送方向Bが作業台12の他端12cから一端12bに向かうように構成されるコンベア14とを備える。
(もっと読む)
部品組付け装置および部品組付け方法

【課題】作業スペースを削減するようにした部品組付け装置および部品組付け方法を提供する。
【解決手段】第1部品の検査を行う第1部品検査用回転テーブル14と、第2部品の検査を行う第2部品検査用回転テーブル18と、第1部品に第2部品を組付けて保持可能な部品組付け用回転テーブル22と、検査が完了した第1部品、第2部品を部品組付け用回転テーブル22に供給する第1部品供給手段26、第2部品供給手段28と、第1部品検査用回転テーブル14、第2部品検査用回転テーブル18、部品組付け用回転テーブル22を回転駆動する第1、第2、第3回転駆動手段30,32,34と、第1部品供給手段26、第2部品供給手段28と第1、第2、第3回転駆動手段30,32,34の動作を制御する制御手段40とを備える。
(もっと読む)
自動車組立設備及び自動車組立方法
【課題】サイクルタイムの延長を招くことなく、空になった台車を排出位置まで返送する。
【解決手段】リフタ20に、第1の台車31を牽引するための牽引手段(係合部40)を設け、次に組み付ける部品E’を搭載した新たな台車31’の下方に昇降台21を配置したときに、牽引手段で牽引された第1の台車31を、リフタ20の移動経路から排出する排出位置に配置するようにした。
(もっと読む)
閉鎖プラグを注射器にねじ込むためのねじ込み組立体
【課題】先行技術による欠点が無く、単純で導入に対する費用効果の高い、閉鎖プラグを注射器にねじ込むためのねじ込み組立体を提供する。
【解決手段】閉鎖プラグ2を注射器3のねじ山の形成された開放端部6にねじ込むためのねじ込み組立体が、複数の閉鎖プラグを内側に収容するホッパー9から閉鎖プラグを受け取るようにされたポケット31と、注射器の支持装置29と、閉鎖プラグを開放端部にねじ込むように、前記ポケットと前記支持装置とを、注射器の縦軸線4周りの且つ縦軸線に沿う回転並進移動運動により互いに対して移動させるための作動装置35とを具備する。
(もっと読む)
車両用サイドミラーの組付治具
【課題】 車両用サイドミラー1の組立において、ブラケットを用いずに、車種によらない共通の組付治具20を用いることによって、より確実にかつ容易にサイドミラー1の組立を行うことができる技術を提供する。
【解決手段】 第1基準孔5aと第2基準孔5bと平坦部5cを設けたミラーバイザー5を第1乃至第3突起部21a〜21cを備えた組付治具20に載置する。組付治具20の第1突起部21aは第1基準孔5aにおいてミラーバイザー5を受け、第2突起部21bは第2基準孔5bにおいてミラーバイザー5を受け、第3突起部21cはミラーバイザー5の平坦部5cを受ける。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】複数本の部品実装ラインを並設した生産設備を有効に活用して生産性を向上する。
【解決手段】複数本の部品実装ラインのうちの一方の部品実装ラインの途中と他方の部品実装ラインの途中との間に、両部品実装ライン間で回路基板を搬送するバイパスコンベア11を設置して、一方の部品実装ラインの途中からバイパスコンベア11を介して他方の部品実装ラインの途中につながるパイパス実装ラインを構築する。生産管理コンピュータは、各部品実装ライン毎にそれぞれ部品実装基板を生産する通常生産パターンと、前記パイパス実装ラインで部品実装基板を生産するパイパス生産パターンの中から生産パターンを選択する。
(もっと読む)
製品の把持装置
【課題】製品を把持する際、製品が把持手段内を移動してしまうことを防止し、芯出しを行いながら把持することができる把持装置を提供する。
【解決手段】製品の把持装置は、第一のラック91aと第二のラック91bとが一体に設けられた第一のアーム部材91と、第一のアーム部材91の進退を駆動する駆動手段92と、第三のラック93bが設けられた第二のアーム部材93と、第一のラック91aの駆動力を第三のラック93bに伝達する第一の歯車群94と、第四のラック95bが設けられた第三のアーム部材95と、第二のラック91bの駆動力を第四のラック95bに伝達する第二の歯車群96と、第一の把持手段65aと、第二の把持手段65bと、第三の把持手段65cと、を有する。
(もっと読む)
シールパッキンの取付装置および、そのパッキン付きテープ
【課題】 細長く、軟らかい環状のパッキンを互いに絡み合うことなく整列させ、それを自動的に熱交換器コア15等に供給すること。
【解決手段】 多数のシールパッキン2を長尺なテープ3に剥離可能に接合し、そのテープ3をテープ供給装置4により取付位置に供給する。ついで、剥離・挿入装置5によりテープ3からシールパッキン2を剥離し、それをヘッダープレート1の環状溝1aに挿入する。
(もっと読む)
部品の組立方法および部品の組立装置
【課題】位置合わせと位相合わせとが必要な部品同士の組付け作業を、高度で複雑なセンシング技術を用いることなく、短時間で完了させることを課題とする。
【解決手段】所定の位置および位相にセットされた第1の部品44に、該第1の部品44に対する組付け位置が不定であり且つ該組付け位置に応じた位相でのみ第1の部品44に組付け可能な第2の部品52を組み付ける場合において、第2の部品52の組付け位置Rbを決定し、第2の部品52の組付け位置と第1の部品44の位相と第2の部品52の位相との相関関係に基づいて、組付け位置Rbに応じた第2の部品52の位相Sbを算出し、前記組付け位置Rbにおいて、前記算出された位相Sbで第2の部品52を第1の部品44に組み付ける。
(もっと読む)
大径バンド仮取付け装置
【課題】タイトな大径バンドであっても仮取付けが自動化できる仮取付装置を提供することを課題とする。
【解決手段】図(a)に示すように、第1押し片71で大径バンド90を、径が縮むように押す。(b)に示すように、押された大径バンド90は下縁48bを介して円滑にバンド収納溝48aに収まる。
【効果】従来は人手に委ねていた大径バンド仮取付け工程を、本発明により、自動化が可能となる。その結果、生産性を大幅に向上させることができる。
(もっと読む)
41 - 50 / 845
[ Back to top ]