
国際特許分類[B23P21/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ユニットを構成するべく種々の多数の部品を組立てる機械で,そのような部品の先後加工があるものまたはないもの,例.プログラム制御付きのもの (845)
国際特許分類[B23P21/00]に分類される特許
71 - 80 / 845
搬送用走行体の走行制御方法
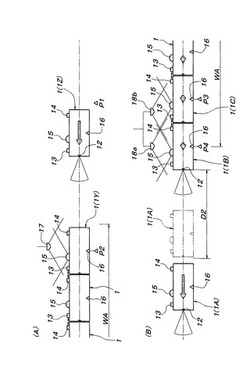
【課題】地上側から作業区間WA内の全ての搬送用走行体1に対して走行可信号を確実に伝送する手段のコストダウン、実施の容易化を図る。
【解決手段】各搬送用走行体1には、作業区間WA内において前後に隣り合う搬送用走行体1間でデータ通信を行うデータ通信手段13,14と、地上側通信装置との間でデータ通信を行う機上側通信装置15が設けられ、前記作業区間WAの一端部には、通過する搬送用走行体1の前記機上側通信装置15に走行可信号を送信する地上側通信装置18a,18bが配設され、この地上側通信装置18a,18bから受信した走行可信号を、作業区間WA内を走行する他の全ての搬送用走行体1に前記データ通信手段13,14を介して伝送し、作業区間WA内の各搬送用走行体1を、受信した走行可信号に基づいて作業速度で自走させる。
(もっと読む)
ワーク処理システム

【課題】一種類のワーク受け装置で多種多様のワークを位置決めし、ワークに対して正確に物理的処理を行う。
【解決手段】基準穴DHが設けられているワークWをクランプするクランパー2と、クランパー2を上下方向に移動させると共に傾斜可能な複数のアクチュエータ3を有するワーク受け装置4と、先端のアーム51にワーク受け装置4のクランパー2にクランプされたワークWに物理的処理を施す処理装置6が固定されている産業用ロボット5と、所定位置に固定されワークWの基準穴DHを撮像する撮像機器7と、処理装置6が処理位置に移動するように産業用ロボット5を制御すると共に、撮像機器7で撮像された基準穴DHの画像を処理して求めた基準穴DHの位置実測値と位置基準値とを比較して、クランパー2にクランプされたワークWの基準穴DHが位置ずれしている場合には、そのずれ方向及びずれ量に応じて処理位置を補正するロボット制御部11とを備える。
(もっと読む)
組立ラインにおける部品配膳システム
【課題】載置された部品がワークに組み付けられて空となったトレイの回収ラインの短縮化ができ、部品を搬送する走行台車の走行経路の短縮化が可能で、ワークに部品を組み付ける搬送ラインを短縮化できるものを提供。
【解決手段】搬送パレット3に積載されたワークWを搬送する連続した複数の平行な搬送ライン2より構成され、隣接する搬送ライン2の搬送方向の各上流端に配設され部品棚17を備えた部品配膳ステーション7と、隣接する搬送ライン2の搬送方向の各上流端の一側に配設された搬送台車分離ステーション4と、隣接する搬送ライン2の搬送方向の各下流端の一側に配設された搬送台車連結ステーション5とを有し、一方の搬送ライン2の部品配膳ステーション7、搬送台車分離ステーション4、他方の搬送ライン2の搬送台車連結ステーション5との間を結び、自走式搬送台車8の軌道Kが配設されている。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
ギヤ伝動装置の組立及びバックラッシュ測定設備
【課題】ギヤケースに第1及び第2ギヤ等の伝動部品を組み込む組立作業と,第1及び第2ギヤ間のバックラッシュの測定とを一連のコンベア上で行うことを可能にする。
【解決手段】ギヤケース1に,互いに噛合する第1及び第2ギヤを含む伝動部品を組み込む組立作業を行う第1コンベア31と,それの下流端に,第1コンベア31と平行に配列される第3コンベア33を第2コンベア32を介して接続し,第1及び第3コンベア31,33間に,所定の測定位置Cで第1及び第2ギヤ間のバックラッシュを自動的に測定し得るバックラッシュ測定装置35を配設し,このバックラッシュ測定装置35の測定位置と第3コンベア33上の移載位置との間には,伝動部品組み込み済みのギヤケース1の受け渡しを可能にするワーク受け渡し手段を設けた。
(もっと読む)
パワートレインの組み付け方法および組付補助具
【課題】パワートレインを容易に車体へ組み付けできる、パワートレインの組み付け方法および組付補助具を提供すること。
【解決手段】サイドフレーム4,5間にパワートレイン6を配置し、サイドフレーム上部に防振ゴム9,12を介して取り付けた上側ブラケット10,13の下面部に上面が接合される下側ブラケット11,14をパワートレイン6に取り付け、パワートレイン6を車両1の下方から上方へ移動させて下側ブラケット11,14に固定したボルト15,16を車両1の下方から上側ブラケット10,13の貫通孔に挿入するパワートレイン6の組み付け方法において、ボルト15,16の先端部に車両上下方向へ延びるガイドロッド19,20を着脱可能に取り付け、ガイドロッド19,20によってボルト15,16と貫通孔の位置合わせを行う。
(もっと読む)
連接棒の軸受メタル交換装置及びその交換方法、ピストン支持治具
【課題】連接棒の軸受メタル交換に際し、ピストンをシリンダから抜き出さずに作業用窓を通してエンジン内部での作業を可能ならしめ、軸受メタルの交換作業時間の短縮を図る。
【解決手段】ピストン昇降治具20は、クランク軸2の回動によって点検対象に係るピストン6の軸線方向に位置決めされた一対のバランスウェイト8の係止凹部18間に両端が支持され軸方向の移動を規制する規制板24a,24bを備えた軸部材23と該軸部材23の外周に設けた着座部とから成る受け部材22と、着座部に下端部が支持されて作動ロッドを上昇移動するアクチュエータと、作動ロッドの先端に装着された状態でピストンスカート部6aのボス6c下面を支持するピストン保持具とを備え、連接棒支持治具は、エンジン本体3内部のフレーム12に締結ボルトを介して取付けられ、連結部材9に向けて延出する支持板の先端にあって連結部材9に係合する掛止具を備えている。
(もっと読む)
自動組み付け装置
【課題】複数の工程を集約することができる自動組み付け装置を提供する。
【解決手段】シリンダヘッドWに自動的に部品を組み付ける自動組み付け装置10であって、シリンダヘッドWを固定する治具21と、治具21を前後方向に移動させる前後移動装置40と、治具21を前後方向周りに回転させる回転移動装置50と、治具21に支持部31を密着させて治具21を支持する、または、治具21から支持部31を離間させて治具21を解放する支持装置30と、複数のツールを配置し、組み付けを行う1のツールを選択するツール選択装置と、選択されたツールをシリンダヘッドWに対し上下方向に移動させる上下移動装置80と、選択されたツールをシリンダヘッドWに対し左右方向に移動させる左右移動装置と、を具備する。
(もっと読む)
ねじ締め装置
【課題】作業者が段取り作業を忘れることのないねじ締め装置の提供。
【解決手段】ドライバビット4cを先端に有するドライバツール4と、このドライバツール4を支持して水平および垂直方向に可動するアーム3とから成り、ドライバツール4を作業者が把持してワークの上空で操作し、目標のねじ締めポイントへ下降させてねじ締め付け作業を行うように構成されたねじ締め装置1において、ドライバツール4の位置情報を検出するロータリエンコーダ14,23,34と、ねじ締めポイント、及び当該ねじ締めポイントではない位置に待機位置ポイント、並びにこれらポイントの経由順序を予め設定し、これらポイントとドライバツール4の現在位置とを照合判定し、予め設定された順序通りにドライバツール4が経由しない場合には、その旨を表示するように構成した制御ユニット50とを備えるねじ締め装置1による。
(もっと読む)
ねじ締め装置
【課題】作業者が誤ってワークを取り替えることのないねじ締め装置の提供。
【解決手段】ドライバビット4cを先端に有するドライバツール4と、このドライバツール4を支持して水平および垂直方向に可動するアーム3とから成り、ドライバツール4を作業者が把持してワークの上空で操作し、目標のねじ締めポイントへ下降させてねじ締め付け作業を行うように構成されたねじ締め装置1において、ドライバツール4の位置情報を検出するロータリエンコーダ14,23,34と、ワークの有無を検出するセンサ6と、複数のねじ締めポイント及びこれらポイントの経由順序を予め設定し、この順序通りにドライバツール4が経由せずにセンサ6による検出信号が切り替わった場合には、その旨を表示するように構成した制御ユニット50とを備えるねじ締め装置1による。
(もっと読む)
71 - 80 / 845
[ Back to top ]