
国際特許分類[B23Q15/007]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 工具または工作物の送り運動,切削速度または位置の自動制御または調整 (1,133) | 工具が工作物に作用している間に行われるもの (364)
国際特許分類[B23Q15/007]の下位に属する分類
送り運動の制御または調整 (58)
切削速度の制御または調整 (25)
適応制御,すなわち,予め指定された判断基準にしたがって最適な動作を行うように自らを調節するもの (134)
工作物に関しての工具の方向づけの制御または調整 (5)
工具摩耗の補償 (4)
温度または力による工具の変形の補償 (130)
国際特許分類[B23Q15/007]に分類される特許
1 - 8 / 8
工作機械、加工方法、プログラム及びNCデータ生成装置
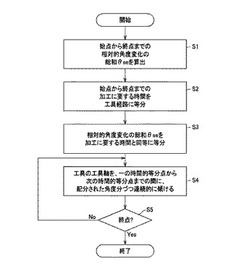
【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
工具折損検出機能を有する工作機械を制御する数値制御装置

【課題】ワークの形状に合わせて工具が折損した場合に即座に折損が判断できる機械を制御する数値制御装置を提供すること。
【解決手段】少なくとも素材形状情報および切り込み量を指定した加工プログラムに基づいて工具パスを生成し主軸および可動軸を有する工作機械を制御する数値制御装置10において、サーボモータ19またはスピンドルモータ22の負荷を検出する電流検出器24,26と、サーボモータ19の位置を検出する位置・速度検出器25と、電流検出器24,26により検出された負荷電流値が無負荷状態であるか否か判断し、負荷電流値が無負荷状態と判断されたとき、実行中の工具パス指令を読み込み、前記素材形状情報、前記工具パス指令、およびサーボモータ19の位置情報に基づき、工具位置が素材形状の内側か外側かを求め、内側であると判別された場合に工具折損と判断する工具折損検出機能を有する工作機械の数値制御装置。
(もっと読む)
工作機械
【課題】 従来、考慮されていなかった工具ばねを考慮することで、加工品質を向上させた工作機械を提供する。
【解決手段】 磁気軸受制御手段は、制御電流から研削抵抗を算出する研削抵抗演算手段42と、工具ばね定数と研削抵抗との関係および工具ばね定数と制御定数との関係が蓄えられている工具ばね特性記憶手段43と、工具ばね特性記憶手段43に蓄えられた関係に基づいて制御定数を変更する制御定数変更手段44とを有している。
(もっと読む)
工作機械
【課題】 従来、考慮されていなかった工具ばねを考慮することで、加工品質を向上させた工作機械を提供する。
【解決手段】 工作機械は、回転軸11を非接触支持する複数組の磁気軸受13,14,15を制御する磁気軸受制御手段と、砥石2の切込み量および送り速度を制御する加工制御手段30とを備えている。磁気軸受制御手段は、制御電流から切削抵抗をリアルタイムで算出する加工抵抗演算手段42を有している。加工制御手段30は、切削抵抗が一定になるように送り速度を制御する。
(もっと読む)
干渉確認装置
【課題】切削液を用いた加工時においても移動体と構造体との間の干渉を防止することができ、しかも、制御装置から独立して構成することができる干渉確認装置を提供する。
【解決手段】干渉確認装置1は、移動体と構造体とを備える工作機械30に設けられており、移動体に配設された発光体と、移動体及び構造体の画像を生成する第1画像生成処理と、移動体の移動領域内の画像を生成する第2画像生成処理とを行う画像生成装置11と、第1画像生成処理で生成された画像を基に、移動体の輪郭形状と発光体の発光点とを含む移動体の輪郭形状データと、構造体の輪郭形状と位置とを含む構造体の輪郭形状データとを設定する輪郭形状データ設定処理部15と、第2画像生成処理で生成された画像と、輪郭形状データ設定処理部15によって設定された輪郭形状データとを基に移動体と構造体とが相互に干渉するか否かを確認する干渉確認処理部19とを備える。
(もっと読む)
重畳駆動システムを有する動特性最適化工作機械
本発明は、工作機械の少なくとも1個の構成部品アセンブリの移動を制御する方法に関し、構成部品アセンブリは、軸受間隙(19,20,21)を有する少なくとも1個の磁気軸受(2,3,4)によって、構成部品アセンブリに取り付けられる回転主軸(1)を有する。本発明は、構成部品アセンブリが、制御側で平滑化されると共に、精密経路(5)と対向して位置する平滑化経路(6)に沿って移動して、主軸(1)が磁気軸受(2,3,4)によって、差分経路(7)に沿って移動することで特徴付けられており、平滑化経路(6)及び差分経路(7)の付加(重なり)は、精密経路(5)を示す。 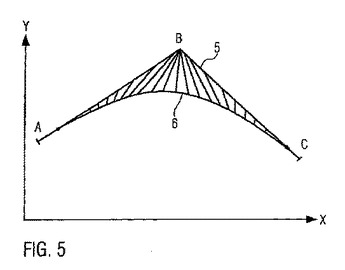 (もっと読む)
(もっと読む)
工具、変速装置、工作機械および工具管理システム
【課題】動力供給源とは機械的に独立して加工具を駆動可能で、工具と他の機器との間で情報の送受信が可能な工具を提供する。
【解決手段】工具61は、ワークを加工する刃具100と、刃具100を駆動する電動機80と、主軸46から供給される動力によって、電動機80を駆動させる電力を発生する発電機70と、発電機70から供給される電力によって動作し、刃具100によるワークの加工に関わる情報を生成する処理回路150と、発電機70から供給される電力によって動作し、刃具100によるワークの加工に関わる情報を示す無線信号の送信を行う送受信回路140とを有する。
(もっと読む)
静圧回転軸及び支持装置
【課題】コンパクトな構成ながら軸線ズレを抑制できる静圧回転軸及びそれを用いた支持装置を提供する。
【解決手段】軸線ズレが生じると、第1の絞り部の圧力伝達媒体の流れ方向下流側にある大径円筒状の静圧面LSPと支持面LHPとのスキマΔL’は、第2の絞り部の下流側にある小径円筒状の静圧面SSPと小径円筒状の支持面SHPとのスキマΔS’より広く、小径円筒状の静圧面SSPが圧力伝達媒体より受ける単位面積当たりの力FSは、大径円筒状の静圧面LSPが圧力伝達媒体より受ける単位面積当たりの力FLより大きくなるため、ズレ量に応じて増大するその力の差分(FS−FL)により、大径円筒状の静圧面LSPと大径円筒状の支持面LHPとのスキマと、小径円筒状の静圧面SSPと小径円筒状の支持面SHPとのスキマが等しくなる方向に、前記静圧回転軸SRSを移動させる。
(もっと読む)
1 - 8 / 8
[ Back to top ]