
国際特許分類[B24B19/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 他のメイングループのどれにも分類されない特定の研削加工用専用機械または専用装置 (292) | 溝,例.シャフトの溝,ケーシングの溝,チューブの溝,調和運動連結要素の溝,を研削するもの (118)
国際特許分類[B24B19/02]の下位に属する分類
国際特許分類[B24B19/02]に分類される特許
1 - 10 / 71
マイクロミキサー、マイクロミキサーエレメントおよびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置
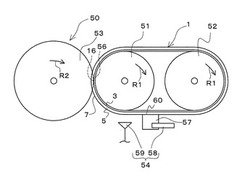
【課題】プーリと摩擦伝動ベルトとの間で異音が生じることを抑制でき、且つ、製造にかかる手間及び時間が少なくて済む、摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置を提供する。
【解決手段】圧縮ゴム層5に心線及び短繊維が埋設された構成を有するベルトスリーブ1の圧縮ゴム層5の外周面7に、プーリに当接する摩擦伝動面を形成する工程が施される。工程では、ベルトスリーブ1を一対のロール51,52に巻き掛け、ベルトスリーブ1にテンションを生じさせた状態で、ベルトスリーブを一対のロール51,52を用いて回転させる。この際、研削ホイール53は、回転させられながらベルトスリーブ1の外周面7に当接されている。また、ベルトスリーブ1と研削ホイール53との接触面16,56には界面活性剤が供給される。
(もっと読む)
曲面部研削方法

【課題】曲面部のプランジ研削において、研削除去量が最大となる部位の研削による砥石車の消耗を平準化させて砥石車の寿命が長い研削を実現する曲面部研削方法を提供する。
【解決手段】砥石車7の回転軸を含む断面の研削作用面の形状が曲面である砥石車7を工作物Wに相対的に切込む曲面形状部の研削において、
工作物Wの所定の研削数毎に、砥石車7の回転軸と砥石車7の切込み方向とがなす角度を変える。このことにより、曲面部の研削除去量が最大となる部位を研削する砥石車7の位置が移動するため、砥石車7の部位別の消耗が平準化される。
(もっと読む)
タイヤ加工装置及びタイヤ加工方法
【課題】タイヤ側面とグラインダの相対位置のばらつきを発生させない。
【解決手段】タイヤ加工装置10は、タイヤ側面16Sを上にしてターンテーブル34に固定され、矢印R1の方向に回転されるタイヤ16を有している。タイヤ側面16Sには、環状のカラーゴム層18が埋設され、被覆ゴム層20で被覆されている。被覆ゴム層20の上方には、砥石13を有するグラインダ12が設置され、回転する砥石13で被覆ゴム層20を切削する。砥石13の回転中心には、モータ36に接続された駆動軸38が設けられ、矢印R2の方向に回転される。砥石13の両側面には、砥石13より小径のガイドローラ14が回転可能に取り付けられている。ガイドローラ14は、外周面でタイヤ16の側面16Sと当接され、矢印R3の方向に回転している。回転中心にはボールベアリング軸が設けられ、駆動軸38の外周を囲んで砥石13を支持している。
(もっと読む)
回転砥石装置
【課題】乾式で加工を行っても、砥石に目詰まりが生じにくい回転砥石装置を提供する。
【解決手段】回転砥石装置1は、円板状の砥石15と、砥石の中心を通る第一軸P1を軸心とし、砥石と一体的に回転する第一軸部10と、第一軸部を砥石の両側で回転自在に挿通させている一対の支持部41と、第一軸部と一体的に回転する第一回転子11と、一対の支持部が一端に設けられていると共に、第一軸に平行な第二軸P2を軸心とする第二軸部20を回転自在に挿通させている円筒体40と、円筒体の中心軸と一致すると共に第一軸と直交する直交軸Z周りに円筒体を回転させる回転駆動機構と、円筒体と同心の円環状で、円筒体を回転自在に挿通させている第一傘歯車45と、第一傘歯車と噛合し、第二軸部と一体的に回転する第二傘歯車25と、円筒体内で第二軸部と一体的に回転すると共に第一回転子を従動回転させる第二回転子21とを具備する。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
ダイ本体からハニカム押出ダイを作製する方法
【課題】
ハニカム押出ダイをダイ本体から作製する方法の改善。
【解決手段】
ハニカム押出ダイをダイ本体から作製する方法は、押出スロットを少なくとも1つの砥石車で機械加工し、押出スロットのハニカムパターンを提供する工程を有してなる。さらなる例では、押出スロットのハニカムパターンの複数の押出スロットは、前記押出スロットのハニカムパターンの複数の押出スロットを、前記砥石車で機械加工した後、ワイヤー放電加工法で機械加工されうる。
(もっと読む)
棒状ワークの加工方法及びその装置
【課題】棒状ワークに二筋の溝部を迅速に切削することができるとともに、切削精度を向上することができる棒状ワークの切削装置を提供する。
【解決手段】床面にコラム22を介して軸受23を設け、該軸受23に回転支持軸24を介してインデックステーブル25を、鉛直軸線の周りで旋回可能に装着する。前記インデックステーブル25にワークWとしてのニードルバルブ10をクランプするクランプ機構31を設ける。前記インデックステーブル25の上下方向から切削機構部11の回転工具14,15を接近させて前記ニードルバルブ10の小径部10d及び鍔部10eの外周面に接触させ、ニードルバルブ10に二筋の溝部10fを同時に切削する。
(もっと読む)
ベーンポンプ用ロータの研削方法および研削装置
【課題】ロータに形成するスリットの精度が高く、しかも、生産性の高いベーンポンプ用ロータの研削方法および研削装置を提供する。
【解決手段】NC加工機10でロータRを回転自在に支持する。レーザーデジタル測定機20によりスリットの下溝R1の幅よりも広い帯状のレーザー21を下溝R1に平行に照射する。該下溝R1を通過するレーザー21の通過範囲を測定し、該レーザー21の通過範囲がレーザー21の帯状の中央位置になるよう下溝R1の溝幅の芯を割出す。ロータR全周の各下溝R1の芯を割出した夫々の角度をNCデータとして記憶する。該NCデータに基づいて下溝R1の芯に対して左右同一の削り代でスリットを研削する。
(もっと読む)
1 - 10 / 71
[ Back to top ]