
国際特許分類[B24B21/12]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削または研磨帯を用いる機械または装置;そのための付属装置 (389) | 平面を研削するもの (64) | 工作物に研削帯を押圧するコンタクトホイールまたはローラを有するもの (29)
国際特許分類[B24B21/12]の下位に属する分類
国際特許分類[B24B21/12]に分類される特許
1 - 10 / 20
テープ研磨装置
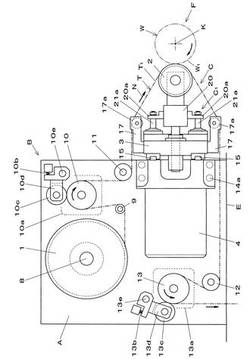
【課題】テープ圧接機構の構造を簡素化することができると共に圧接移動機構により保持部材を介して圧接部材を確実に圧接移動することができ、かつ、テープ揺振機構の構造を簡素化することができると共にコンパクト化することができ、使用の融通性を高めることができる。
【解決手段】テープ揺振機構Dとして、支持機体Aに保持部材3をテープ移送方向Nと直交するテープ幅方向Mに揺振運動自在に設けると共に支持機体に揺振用モータ4を設け、支持機体に継合軸5を揺振用モータの主軸4aと保持部材との間に位置して回転自在に設け、継合軸の基端部に揺振用モータの主軸を挿入固定し、継合軸の先端部と保持部材との間に偏心輪機構D1を設けてなる。
(もっと読む)
プーリシーブ面加工方法及びプーリシーブ面加工用ラッピング装置

【課題】プーリシーブ面の表面粗さのプロフィールが、摩擦係数と耐摩耗性を確保するプロフィールとなるように安定的に加工すること。
【解決手段】プーリシーブ面加工方法は、プライマリプーリ1のシーブ面11,12とセカンダリプーリ2のシーブ面21,22に金属チェーン3を掛け渡して変速する無段変速機CVTに用いられるプーリ1,2において、第一工程81と第二工程82と第三工程83とを備えた。第一工程81は、プーリ1,2のシーブ面11,12,21,22に表面硬さを施すマイクロショット加工処理工程7の後、プーリ1,2のシーブ表面粗さのバラツキを平準化する。第二工程82は、シーブ表面に形成された溝の深さ度合いを評価する溝深さRzを、所定の目標値となるように施工する。第三工程83は、シーブ表面に形成された凹凸による平坦度合いを評価する平坦面積率Rmrを、所定の目標値となるように施工する。
(もっと読む)
ベルト研磨装置
【課題】研磨面において研磨ムラを生じさせることなく、一様で意匠性の高い研磨面を形成することのできるベルト研磨装置を提供する。
【解決手段】このベルト研磨装置PSは、研磨ベルト9に加えられる加圧力の大きさを測定する加圧力測定手段17と、加圧力の大きさを調整する加圧シリンダ4とを有しており、加圧力測定手段17により測定された加圧力が一定となるように制御しながら研磨を行う。
(もっと読む)
表面スケール除去用の研磨ベルト、及びそれを用いた鋼帯製造方法
【課題】従来の表面スケール除去用の研磨ベルトは、ベルト本体の表面に直接付着された砥粒により表面スケールを研削するように構成されているので、研磨ベルトの目詰まりを起こしにくくすることと、エッジ部分における砥粒の消耗を抑えることとの両立が難しく、研磨ベルトの寿命が短くなっている。
【解決手段】熱間圧延が終了された後の鋼帯1に対して摺接される砥粒32を、ベルト本体30の表面に設けられた複数の粒状弾性体31の外面に付着させるように構成する。
(もっと読む)
研削用コンタクトホイールとそれを用いた加工装置
【課題】 高能率な加工が可能な研削用コンタクトホイールとそれを用いた加工装置を提供する。
【解決手段】 軸穴14を中心に外周曲面を有するハブ10と、前記ハブ10の外周曲面上に設けられた第1の接触部材11と、前記第1の接触部材11上に積層し、前記第1の接触部材11より硬い第2の接触部材12とを含んで構成し、複数の溝Dが形成されている接触部材13とを有することを特徴としている。
(もっと読む)
マグネシウム合金コイル材
【課題】マグネシウム合金からなる長尺な板材を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の研削方法、マグネシウム合金用研削装置、及びマグネシウム合金板を提供する。
【解決手段】マグネシウム合金コイル材から繰り出されて走行する板材(素材板100)を研削ベルト13により研削するにあたり、素材板100の幅方向の複数箇所の厚さを厚さ測定器(フォワードセンサ31)により測定し、コンタクトロール11とビリーロール12との間のギャップの幅方向の大きさが不均一になるように調整してから研削する。上記研削工程により、研削後の研削板1の全長に亘って、当該研削板1の幅方向における厚さのばらつきを40μm以内とすることができる。
(もっと読む)
マグネシウム合金板の研磨方法およびマグネシウム合金板
【課題】マグネシウム合金板の表面を平滑に湿式研磨した場合に、その表面に縞模様が目立たないようにすることができるマグネシウム合金板の研磨方法およびその研磨方法によって作製されたマグネシウム合金板を提供する。
【解決手段】マグネシウム合金板の研磨方法は、搬送されるマグネシウム合金板Pの表面を研磨液13の使用下で研磨ベルト1A(研磨材)により研磨する研磨工程を具える。そして、研磨液13は、研磨ベルト1Aの表面に複数の噴射領域が研磨ベルト1Aの幅方向に隙間なく形成されるように噴射される。そうすることで、研磨ベルト1Aの幅方向に対する研磨液13の噴射状態のばらつきを緩和する。そして、研磨ベルト1Aの表面における局所的な目詰まりの発生を抑制することができる。
(もっと読む)
シリコンウェハーの製造方法
【課題】シリコンインゴットからシリコンウェハーを製造するに際して、歩留まりを改善させることができると共に、生産効率の低下も防止することができるシリコンウェハーの製造方法をを提供する。
【解決手段】リコンブロック表面の研磨には、無端研磨ベルト30(ダイヤモンド研磨布)を研磨工具として使用することで、シリコンブロック表面の研磨にかかる時間を大幅に短縮することができる。また、無端研磨ベルト30(ダイヤモンド研磨布)による研磨では、ダイヤモンド砥石による研磨と異なり弾性研磨が可能であることから、研磨中にシリコンブロック表面に入る微小なクラックを軽減することができる。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
ビレットのバリ、カエリ除去装置
【課題】切断後のビレットにバリ除去、カエリ除去をして、高品質の鍛造品を得ることが可能で、しかも大量生産ができるビレットのバリ、カエリ除去装置を提供する。
【解決手段】本発明のビレットのバリ、カエリ除去装置は、搬入コンベア4により切断されたビレット3を供給する。定位置に位置決めされたビレットを開閉自在な把持装置5,6により把持する。把持ローラー31により回転可能に把持されたビレットを上下移動装置17により上昇させ、一対のベルト研削装置11,12へ水平移動装置8により移動させる。移動過程でビレット両端部の縁部のバリ、カエリを同時に研削ベルト13で除去する。バリ、カエリの除去されたビレットを搬出コンベア9,10で搬出する。搬出されたビレットをビレット回収装置18で搬入コンベア4に戻す形で回収する。
(もっと読む)
1 - 10 / 20
[ Back to top ]