
国際特許分類[B24B3/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 刃砥ぎ,例.工具の;そのための附属装置,例.工具の保持装置 (208) | タップまたはリーマーの刃砥ぎ (5)
国際特許分類[B24B3/18]の下位に属する分類
タップまたはリーマーのテーパー削りまたはその喰いつき部の面取り (2)
タップまたはリーマーの二番取り
国際特許分類[B24B3/18]に分類される特許
1 - 3 / 3
切削タップ
【課題】被削物に形成されるめねじのフランクの表面粗さを小さくできる切削タップを提供すること。
【解決手段】食付き部21の切れ刃より形成されためねじのフランクは、被削物に切削すべきめねじの両側のフランクよりも軸O側に位置する。また、食付き部21および完全山部22の山頂が同一のリードに設定されているので、食付き部21から完全山部22へ移行する際に、食付き部21の切れ刃により切削されためねじの一方のフランク全体および他方のフランク全体を完全山部22の切れ刃で切削することができる。よって、完全山部22の切れ刃により、第1食付き部23の切れ刃により切削されためねじのねじ山の一方のフランクを切削することができるので、めねじの一方のフランクの表面粗さを小さくすることができる。
(もっと読む)
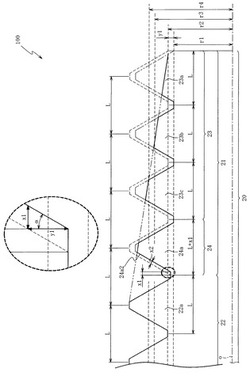
盛上げタップの製造方法および盛上げタップ

【課題】ねじ研削工程が簡単で研削加工能率や製造コストを低減できる盛上げタップの製造方法を提供する。
【解決手段】複数の完全ねじ山56およびそれに連続する食付ねじ山60の基端側フランク面および先端側フランク面の少なくとも一方を、その完全ねじ山56に対する第1送りリードL1とそれとは異なるその食付ねじ山60に対する第2送りリードL2或いは第3送りリードL3とを用いて研削砥石26をねじ部10bに対して軸方向に相対的に送ることにより、そのねじ部10bの軸方向全体にわたって連続的に研削することから、完全ねじ山56および食付ねじ山60の両側のフランク面の少なくとも一方が一挙に研削されるので、ねじ研削工程が簡素化され、研削加工能率が高められるとともに製造コストが安価となる。
(もっと読む)
ねじれ溝タップのねじ研削用砥石、およびドレッサ
【課題】 進み側フランクおよび追い側フランクの逃げ形状が異なるねじれ溝タップを能率的に製造できるようにして製造コストを低減する。
【解決手段】 ねじ研削用砥石42は、仕上げ研削用の第1研削山32および第2研削山34がねじ山14のピッチPの2倍の間隔2Pだけ軸方向に離間して設けられているとともに、一方の第1研削山32は進み側フランク26のみを研削加工するように断面形状が定められている一方、他方の第2研削山34は追い側フランク28のみを研削加工するように断面形状が定められているため、ねじれ溝22のねじれよって両フランク26、28に対する研削加工のタイミングがずれ、カム形状44に倣ってねじ研削用砥石42を周期的に接近離間させるだけで、進み側フランク26および追い側フランク28に異なる逃げ形状の逃げが設けられる。
(もっと読む)
1 - 3 / 3
[ Back to top ]