
国際特許分類[B24B41/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | フレーム,ベッド,往復台,主軸台,などの研削機械または装置の構成部分 (928)
国際特許分類[B24B41/00]の下位に属する分類
フレーム;ベッド;往復台 (32)
主軸台;主軸;それに関する特徴 (233)
工作物支持具,例.調節可能な支持台 (649)
国際特許分類[B24B41/00]に分類される特許
1 - 10 / 14
切削装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
研削装置
【課題】 ウエーハを高精度に研削可能な研削装置を提供することである。
【解決手段】 ウエーハを保持する回転可能なチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削手段と、該チャックテーブルを該チャックテーブルに対してウエーハを搬入及び搬出する搬入・搬出領域と該研削手段でウエーハを研削する研削領域との間で移動するチャックテーブル移動機構と、該チャックテーブル、該研削手段及び該チャックテーブル移動機構を電気的に制御する発熱部品を含む電気制御回路と、外装ハウジングとを備えた研削装置において、該電気制御回路を収納した電装ボックスを、該チャックテーブル、該研削手段及び該チャックテーブル移動機構から所定距離離間した該外装ハウジングの上部又は側方に配設したことを特徴とする。
(もっと読む)
半導体基板の平坦化加工装置および平坦化加工方法

【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、裏面研削加工ステージ室11bに各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
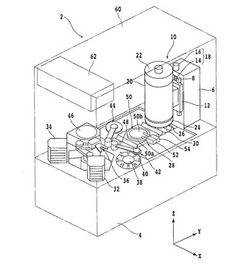
研削装置
【課題】省スペース化を図るとともに大型の板状物を研削・研磨可能な研削装置を提供する。
【解決手段】保持手段2を移動可能に支持するターンテーブル9の中心部に多角柱のコラム11を配設し、コラム11のそれぞれの側面において研削手段3a、3b、3cを支持し、コラム11の周囲を保持手段2が回転して研削手段の研削工具30と保持手段2に保持されたワークとを対向させて研削する構成とすることにより、コラムがターンテーブルの外周側に位置していた従来の研削装置よりも省スペース化を図り、大型の板状物を研削・研磨に対応可能とする。
(もっと読む)
研削装置
【課題】より省スペースで大型の板状物を研削可能な研削装置を提供する。
【解決手段】四角柱状の回転保持体60の各側面62にウェーハWを吸引保持するチャックテーブル70を設け、回転保持体60を90°ずつ間欠的に回転させる。回転停止時における3つの側面62の位置を粗研削加工位置、仕上げ研削加工位置、研磨加工位置とし、各加工位置に対向させて、粗研削用研削手段80A、仕上げ研削用研削手段80B、研磨用研削手段80Cを配備する。搬入/搬出位置のチャックテーブル70に吸引保持したウェーハWを、回転保持体60を回転させることで各加工位置に順次位置付け、各加工位置で粗研削、仕上げ研削、研磨を行う。四角柱状の回転保持体60で複数のウェーハWを立体的に保持することにより、省スペース化を図る。
(もっと読む)
研削盤
【課題】 機械設置のための平面視広さが比較的小さく押さえられて工場内の省スペース化を図る研削盤を提供する。
【解決手段】 ベッド100から上方へ突出されたコラム101と、コラムの上側軸支持部101bとこれの直下の下側軸支持部12との間に配置され上下一対の上下向き支軸11、12を介し該支軸回りの旋回可能に形成されたテーブル102と、該テーブル上に設けられワークを主軸23を介し該主軸と同心の回転可能に支持するワーク保持手段103と、該ワーク保持手段に保持されたワークを研削するための砥石43を回転可能に支持した砥石機構部104とを備える。
(もっと読む)
ダイシング装置、ダイシング装置ユニット及びダイシング方法
【課題】ブレードの交換、真直度、同軸度確認及び端面調整並びにノズル調整などを容易に実行でき、且つ、メンテナンスの作業性を向上させ、ダイシング装置の重心を安定化させるとともに設置スペースを縮小させる。
【解決手段】ワークを載置したワークテーブルと、該ワークを切断するブレードと、該ワークテーブル上のワークを前記ブレードに対して相対的に移動させるワークテーブル送り機構と、前記ブレードを回転可能に取り付けたスピンドルと、該スピンドルを支持するスピンドル移動機構とを備え、該スピンドル移動機構と前記ワークテーブル送り機構とが互いに直交して配設されたダイシング装置において、前記スピンドル移動機構と前記ワークテーブル送り機構は、方形に形成されたダイシング装置の方形匡体の対角線上に配置され、且つ、前記ダイシング装置の略中央部にワーク切断加工部が配設されているとともに、前記ダイシング装置の前部にワーク交換部が設けられている。
(もっと読む)
研磨装置、研磨装置の制御方法、研磨装置の制御プログラム
【課題】補正研磨等を別途必要とすることなく、理想的な加工軌跡による研磨加工を行うことが可能な研磨技術を提供する。
【解決手段】サーボコントローラ30の制御論理31が不揮発メモリ32に格納された加工データ33に基づいて、横軸8および上軸6によって駆動されるワークホルダ2に支持された研磨対象物1に対して、揺動軸4に支持された研磨砥石3を相対的に変位させることで研磨対象物1の研磨加工を行う研磨装置100において、横軸サーボ指令9a、上軸サーボ指令7a、揺動軸サーボ指令5aに対して各軸で発生する誤差を、横軸補正量10、上軸補正量13、揺動軸補正量16として予め計測して不揮発メモリ32に格納しておき、当該各補正量に基づいて研磨加工時に各サーボ指令を補正し、研磨砥石3の研磨対象物1に対する理想的な加工軌跡を実現し、加工精度を向上させつつ、別途の補正加工を不要にする。
(もっと読む)
ボールエンドミル刃先部研磨機
【課題】構造が簡単で、操作性に優れたボールエンドミル刃先部研磨機を提供する。
【解決手段】ボールエンドミル刃先部研磨機10は研磨装置14の研磨装置本体22には研磨砥石30が設けられている。また、研磨装置14のスライド体38には第1ガイド体従動ローラーが設けられている。ボールエンドミル刃先部研磨機10のエンドミル回動取付装置48のエンドミル装着装置回動体には第1ガイド体が設けられ、この第1ガイド体の第1ガイド溝には前記第1ガイド体従動ローラーが収容されている。エンドミル装着装置回動体54に取り付けられたエンドミル装着装置70には第2ガイド体従動ローラーが設けられている。エンドミル装着装置回動体54には第2ガイド体シャフト98が接続され、第2ガイド体シャフト98には第2ガイド体従動ローラーが収容される第2ガイド溝106が形成された第2ガイド体104が設けられている。
(もっと読む)
1 - 10 / 14
[ Back to top ]