
国際特許分類[B24B47/20]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削機械または装置の駆動装置または伝動装置;そのための装置 (213) | 送り運動に関するもの (36)
国際特許分類[B24B47/20]に分類される特許
1 - 10 / 36
研削方法および研削盤
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
研磨装置及び研磨方法
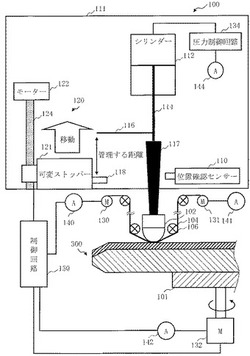
【目的】、過研磨を防止することが可能な研磨装置を提供する。
【構成】実施形態の研磨装置(100)は、ステージ(101)と研磨部(102,104)と検出部(110)とロック機構(120)とを備えた。ステージ(101)は、半導体基板を載置する。研磨部(102,104)は前記半導体基板の上方から前記半導体基板の周縁部を研磨する。検出部(110)は前記半導体基板の基準高さ位置を検出する。ロック機構(120)は、前記研磨部(102,104)が前記基準高さ位置から所定の距離だけ前記半導体基板面側へ移動した場合に、研磨部(102,104)の半導体基板面側への更なる移動が停止されるように、前記研磨部(102,104)の移動を拘束する。
(もっと読む)
四角柱状インゴットブロックの面取り加工方法

【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
研削方法
【課題】端面部と円筒部の砥石消耗の差に起因する砥石車7の急峻な段差を緩和でき、かつ冷却液の研削作用部への供給が容易なため研削能率の低下が少ない端面研削方法を提供する。
【解決手段】砥石車7のコーナーR部を用いて、工作物Wと砥石車7を相対的に移動させて工作物の端面部を研削する端面部研削において、相対移動中の砥石車7の回転軸と工作物Wの回転軸の交差角度を変えながら研削する。端面部を研削する砥石車7の部位を変えながら研削することで、コーナーR部に発生する急峻な段差の発生を防止する。
(もっと読む)
表面に金属膜が被覆された硬質基板の研削方法
【課題】表面に金属膜が被覆された硬質基板を研削して金属膜を除去可能な硬質基板の研削方法を提供する。
【解決手段】硬質基板の研削方法であって、硬質基板の裏面を保持して該金属膜を露出させる保持工程と、チャックテーブルを回転させると共に、研削ホイールを回転させながら研削送りして、該チャックテーブルに保持された硬質基板の表面に被覆された該金属膜を研削する金属膜研削工程と、該金属膜が研削されて露出した硬質基板を引き続き研削して硬質基板を所定の厚みに形成する硬質基板研削工程とを具備し、該金属膜研削工程は、該研削ホイールを駆動するモータの負荷電流値が所定の値を超えて上昇した際に該金属膜から該研削砥石を離反させる離反工程と、該金属膜に該研削砥石を再度接触させて該金属膜を研削する接触工程とを含み、該離反工程と該接触工程とを繰り返し実施して該金属膜を研削して除去する。
(もっと読む)
半導体ウェハの研削方法
【課題】研削装置に砥石を取り付けて目立てを行った後は、粗加工および仕上げ加工においてノーメンテナンスで砥石表面の粗さを維持し砥石消耗量の少ない連続安定性に優れた研削方法を提供する。
【解決手段】チャックテーブルユニット41を第1の回転数で回転させた状態で、半導体ウェハ3に対して、第1の速度で研削ユニット11を降下させながら半導体ウェハの主面を研削するステップS13と、半導体ウェハ2の厚さが、所定の厚さよりも少なくとも5μm厚い状態に達するタイミングで、チャックテーブルユニット41の回転数を第1の回転数よりも遅い第2の回転数とするステップS15と、半導体ウェハ3の厚さが、所定の厚さに達するタイミングで、研削ユニットを第1の速度よりも速い第2の速度で上昇させるステップS17とを備えている。
(もっと読む)
加工装置
【課題】比較的安価な機構により高精度な位置決めが可能な加工装置を提供する。
【解決手段】可動部と、該可動部を移動させるモータとボールねじとを含む移動手段と、該移動手段を制御する制御手段とを備えた加工装置であって、簡易スケールユニットを具備し、該制御手段は、所定のタイミングで該モータを回転させて該可動部を該基準距離の始点から終点まで移動させた際の該モータの回転角を記憶する回転角記憶部72と、記憶した回転角と該基準距離とから単位回転当たりの該可動部の移動距離を算出する単位回転角移動距離算出部74と、該単位回転角移動距離算出部74で算出した該単位回転当たりの移動距離に基づいて、該可動部を所定距離移動させるのに必要な該モータの回転角を算出する回転角算出部76を、該回転角算出部76で算出した該回転角だけ該モータを回転させて該可動部を該所定距離移動させるモータ制御部78と、を含む。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
サファイア基板の加工方法
【課題】研削加工されたサファイア基板の被加工面を所望の面精度に研磨加工することができるサファイア基板の加工方法を提供する。
【解決手段】研削加工されたサファイア基板の被加工面を上側に保持したチャックテーブルを回転するとともに、研磨工具を回転しつつチャックテーブルに保持されたサファイア基板の被加工面に向けて研磨送りするサファイア基板の加工方法であって、研磨工具を回転駆動する電動モータに供給する電力の電流値を検出し、該電流値が一定になるように研磨送りする。
(もっと読む)
1 - 10 / 36
[ Back to top ]