
国際特許分類[B24B49/18]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削工具または工作物の送り運動を制御するための計測装置;指示または計測装置の構成,例.研削開始を指示するもの (1,315) | ドレッシング工具の存在を考慮したもの (39)
国際特許分類[B24B49/18]に分類される特許
1 - 10 / 39
シリコンウェーハの研磨方法及び研磨装置
【課題】研磨布のドレッシング状態の変化によって生じる研磨速度の変化による研磨代のばらつきを抑制し、仕上がり厚さを高精度に制御できるシリコンウェーハの研磨方法及び研磨装置を提供する。
【解決手段】所定の研磨代となるように研磨時間を設定し、タンク内に貯蔵された研磨剤を研磨布に供給しながらシリコンウェーハを研磨布に摺接させて設定した研磨時間で研磨し、供給した研磨剤を前記タンク内に回収して循環させながらシリコンウェーハの研磨をバッチ式に繰り返すシリコンウェーハの研磨方法において、研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度を予めデータベースに記録しておく工程と、所定の研磨代となるように研磨時間を設定する際に、データベースに記録された研磨布をドレッシングした後のバッチ回数の増加に伴って変化する研磨速度に基づいて研磨時間を設定する工程とを有するシリコンウェーハの研磨方法。
(もっと読む)
円筒研削加工方法、および円筒研削加工装置

【課題】ワークに形状不良および砥石焼けが発生することを抑制でき、ワークの加工精度を安定させることが可能な円筒研削加工方法、および円筒研削加工装置を提供する。
【解決手段】円筒研削加工装置10を用いて行われる、ワーク1を研削加工する方法であって、ワーク1の研削加工を行っている場合で、クーラント量測定手段14の測定値が所定の下限クーラント閾値Q1より小さい値になるときには、クーラント量変更手段13によりクーラント供給手段からのクーラント供給量を増加させ、クーラント量測定手段14の測定値が所定の上限クーラント閾値Q2より大きい値になるときには、クーラント量変更手段13により前記クーラント供給手段からのクーラント供給量を減少させ、たわみ量測定手段16の測定値が所定のたわみ閾値x1より大きい値になるときには、砥石送り手段により砥石11の送り速度を減少させる。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
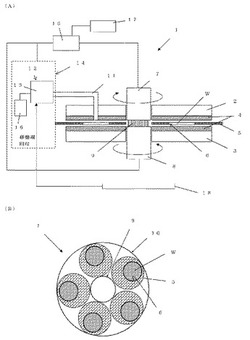
研削方法および研削盤
【課題】研削面の加工変質状態を検出し、砥石車を適正な状態で無駄なく使用し、不良工作物を製造しない研削方法および研削盤。
【解決手段】研削加工中に工作物Wの研削面の加工変質状態を検出できる加工変質検出装置9を砥石台3に設け、工作物Wの研削加工面の加工変質層の厚みを仕上げ研削工程の前に渦電流サンサ12で計測し、加工変質層の厚みが仕上げ研削工程の半径研削量に達する前に、砥石車7の整形工程を実施し砥石車7の切れ味を復元させる。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
研削盤
【課題】砥石車の研削作用面の状態を検出し、砥石を最適な状態で無駄なく使用し、不良工作物を製造しない研削盤。
【解決手段】砥石車の研削作用面の凹凸形状を計測した凹凸データから、前記研削作用面に垂直な方向の深さが同一となる線上の砥石の占有比率を演算し、深さに対する占有比率の変化率と所定の深さの占有率の値により、研削作用面の研削性能を判定する。この判定に基づき、研削サイクルと砥石成形サイクルを最適に制御する。
(もっと読む)
総形ツルーイング方法
【課題】砥石車と総形ツルーイングロールの周速度比に係らず砥粒を所望の度合いに破砕するツルーイング方法を提供する。
【解決手段】総形ツルーイングロール9を砥石車7の研削作用面に垂直方向に振動させる加振装置102を備えたツルーイング装置10を用い、砥石車7の回転周期を加振装置102の振動周期で除した値が循環数となる周期と、所望の振幅で、振動させる。この振動で総形ツルーイングロール9の砥粒押込み方向の速度を所望に制御して、砥石車7の砥粒の破砕度合いを制御する。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
ドレッシング状態判定方法
【課題】所望の砥石真直形状が達成できたか否かを判定することのできるドレッシング状態判定方法を提供する。
【解決手段】ドレッシングの際に発生する超音波と、予め定められた複数の標本線との交差点数をMTシステムのT法における微分特性として取得すると共に、各交差点の内、交差点の位置を上回る位置に超音波が存在する交差点間の間隔の和をMTシステムのT法における積分特性として取得し、複数の標本線の内、予め定めら有効標本線における微分特性及び積分特性について、所定の単位空間データによって規準化し、その規準化された微分特性及び積分特性を基にドレッシングによる砥石真直度の推定値を算出し、算出された推定値が所定のしきい値を満足する場合に所望のドレッシング状態に達したと判定するものである。
(もっと読む)
1 - 10 / 39
[ Back to top ]