
国際特許分類[B24B5/50]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 研削されるべき非金属物体の材質の特性に対する特別の設計により特徴づけられるもの,例.楽器の弦の研削 (32)
国際特許分類[B24B5/50]に分類される特許
1 - 10 / 32
管状弾性体の研磨方法、弾性ローラの製造方法及び弾性ローラ
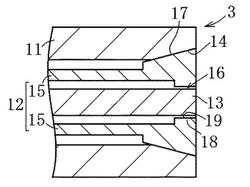
【課題】管状弾性体を高い振れ精度となるように研磨できる管状弾性体の研磨方法、振れ精度が高い弾性層を有する弾性ローラ及びこの弾性ローラの製造方法を提供すること。
【解決手段】軸体71の外周面に配置された管状弾性体7を研磨する方法であって軸体71の端面から10mm以内であって管状弾性体71cの端面から突出する軸体71の軸線長さに対して8〜21%の軸線長さの円筒状外周面17cをコレットチャック3で把持する工程と管状弾性体7を相対的に回転させる工程とコレットチャック3の周辺環境を調整することなく管状弾性体7の外周面を砥石4で研磨する工程とを有する管状弾性体7の研磨方法、軸体71の外周面に管状弾性体7を配置してローラ原体6を作製する工程と管状弾性体7の研磨方法で管状弾性体7を研磨する工程とを有する弾性ローラの製造方法、並びに、この製造方法で製造された振れ精度が0.10mm以下の弾性ローラ。
(もっと読む)
半導体デバイスの製造方法

【課題】 半導体素子が形成される基板の裏面を研削する裏面研削工程を含む薄型半導体デバイスの製造方法であって、裏面研削が不足であったり進み過ぎたりするのを防止することができるとともに、研削加工の高速化を図ることができて、生産効率を向上させることができる半導体デバイスの製造方法を提供する。
【解決手段】 半導体デバイスの製造方法は、ステップs2のイオン注入工程と、ステップs6の裏面研削工程とを含む。ステップs2のイオン注入工程では、シリコン基板1中に、導電型領域を形成することがないイオン2を注入し、結晶構造が変化した構造変化層3を形成する。そして、ステップs6の裏面研削工程では、シリコン基板1における半導体素子4が形成される面とは反対側の裏面を研削し、研削速度の変化が検出された時点で研削加工を停止する。
(もっと読む)
ウェーハの製造方法及びウェーハの製造装置
【課題】本発明の目的は、FZ法によって製造された単結晶インゴットのコーン部を、新たなウェーハ用インゴットとして用いることを可能とし、さらに、高品質なウェーハを得ることにある。
【解決手段】FZ法によって製造された、コーン部11及び直胴部12を有する単結晶インゴット10から、前記コーン部11を単結晶インゴット12の中心軸線Xに対し直交する方向に切り出し、前記コーン部11を、直胴部12から得られるウェーハの直径Wよりも小さい直径W1をもつ小径化ウェーハ30を得るための小径化ウェーハ用インゴット14とすることを特徴とする。
(もっと読む)
単結晶インゴットの円筒研削方法
【課題】研削対象である単結晶インゴットの形状把握を十分に可能とし、効率良く円筒研削することができる単結晶インゴットの円筒研削方法を提供する。
【解決手段】インゴットの外周における複数の箇所で、それぞれ軸方向に沿ってインゴットの加工中心軸からの径方向寸法を測定する(ステップ#5)。寸法測定を行った箇所ごとに、測定された径方向寸法から実研削代の軸方向分布を算出し、予め設定された設定研削代と実研削代とを比較し、設定研削代を超える実研削代を有する部分を特定する(ステップ#10、15)。特定された部分全てに対し砥石を移動させて部分研削を行った後(ステップ#20)、インゴットの全長にわたり砥石を移動させて全長研削を行う(ステップ#25)。
(もっと読む)
単結晶インゴットの円筒研削装置および加工方法
【課題】単結晶インゴットのマークの位置を検出する工程において、マークの認識精度を向上することができ、それによって、マーク位置検出の工程のやり直しを低減してウェーハの製造効率を向上し、マークの誤認識防止のためのオペレータによる作業をなくして操業の簡略化を図ることができる単結晶インゴットの円筒研削装置および加工方法を提供することを目的とする。
【解決手段】少なくとも、予め結晶線を基準にしてマークを付された前記単結晶インゴットの側面の画像を取り込むカメラと、前記取り込んだ画像を処理するコントローラーから成り、前記マークの位置を認識して記憶する画像処理手段により前記予め付されたマークの位置を認識して記憶する円筒研削装置および加工方法。
(もっと読む)
ベルトスリーブの溝形成方法、及び、ベルトスリーブの溝形成装置
【課題】ベルトスリーブの外周面に、所定形状の溝を短時間で形成することが可能な、溝形成方法及び溝形成装置を提供すること。
【解決手段】まず、ロール21,22により走行されるベルトスリーブ1の外周面に切削刃物26を当接させて、外周面にスリーブ周方向に延在する予備溝9を切削形成する。次に、ベルトスリーブ1の外周面に前記予備溝9に対応した形状の凸部28aを有する研磨砥石28を当接させて、予備溝9の内面を含むベルトスリーブ1の外周面を研磨することにより、予備溝9からV溝8を形成する。
(もっと読む)
研磨機及びこれを用いたゴムローラの製造方法
【課題】研磨砥石の形状・条件を変更・調節する必要がなく、ゴム弾性層外周面の研磨性をその軸方向に沿って効果的に制御可能な研磨機を提供する。
【解決手段】回転可能な円筒形状の研磨砥石と、ゴムローラと研磨砥石の軸方向が互いに平行となるようにゴムローラを保持して回転させることが可能な保持手段と、ゴムローラの外周面の軸方向の温度分布を制御可能な制御手段と、を備えたことを特徴とするプランジ方式円筒研磨機。
(もっと読む)
ワイピングローラの研削装置及び研削方法
【課題】 凹版印刷機におけるワイピングローラの研削装置に関して、印刷中におけるワイピングローラ表面の局所的磨耗を瞬時に検出し、磨耗箇所の研削を自動的に行うワイピングローラの研削装置を提供する。
【解決手段】 軸芯の軸回りに弾性層が設けられたワイピングローラの外周面を研削するワイピングローラの研削装置であって、弾性層の外周面に対して、研磨部材を押圧させて研削する研磨冶具と、研磨冶具の後方に位置し研磨冶具にて研削した研削屑に接触して除去する研削屑除去冶具と、ローラに対向して設置されワイピングローラの表面状態を観察する表面検出装置とを備えるワイピングローラの研削装置とした。
(もっと読む)
ゴムロールおよびその製造方法
【課題】砥石の研削効率を向上させ、研削加工後のゴムロールの表面性が優れて外径形状異常がないゴムロールを得る。
【解決手段】a)芯金軸と芯金軸の外周面に円筒状に設けられた加硫ゴムからなる弾性層とを有するゴムロールを用意する工程、b)芯金軸の両端の外周面をチャック機構によって把持固定しながらゴムロールを回転させる工程、c)工程dにおける研削加工時に発生する押し撓みを抑制するバックアップ装置を、砥石と対向する側から弾性層に押し当てる工程、d)弾性層の長さよりも幅の広い砥石を用い工程fより速い前進速度で砥石を弾性層に押し当てて弾性層を研削する工程、e)バックアップ装置を弾性層から離す工程、f)工程dより遅い前進速度で砥石を弾性層に押し当てて弾性層を研削する工程をこの順に有することを特徴とするゴムロールの製造方法。この方法で製造された電子写真用のゴムロール。
(もっと読む)
弾性ローラの研磨装置
【課題】弾性ローラを研磨する際に、研磨目の方向不良を発生させることのない弾性ローラ用研磨装置を提供する。
【解決手段】ローラ研磨機1に供給される未研磨の弾性ローラ30を整列させるローラ整列機2が設けられてなり、ローラ整列機には、弾性ローラを投入する投入口13が配設され、投入口は、シャフトの一方の軸端32を通過させる第一ガイド部26と、シャフトの他方の軸端33を通過させる第二ガイド部27とを直線上に対向させて、シャフトの投入姿勢を規制し、投入口に正常な向きの投入姿勢で投入された弾性ローラは、正常な向きで軸端把持手段21A、21Bにセットされるよう構成されている。
(もっと読む)
1 - 10 / 32
[ Back to top ]