
国際特許分類[B24B53/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027)
国際特許分類[B24B53/00]の下位に属する分類
砥石車の清浄 (29)
修正作業中に補助工具としての遊離砥粒を供給するもの (11)
平面をなす研削工具のもの (191)
研磨工具または砥石車の円筒面または円錐面のためのもの (85)
総型砥石車のもの (131)
ドレッシング作業中の冷却または潤滑 (20)
砥粒をコートされた可撓性の裏当材が動くもの;研磨ベルトの浄化 (3)
ドレッシング工具;そのためのホルダー (253)
国際特許分類[B24B53/00]に分類される特許
1 - 10 / 304
ダイシング装置
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
砥粒切れ刃分布の測定装置及び方法
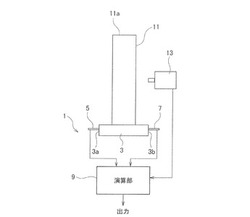
【課題】砥石表面の切れ刃分布の定量的な評価を可能とする砥粒切れ刃分布測定装置及び方法を提供する。
【解決手段】回転軸心周りに回転して外周の作業面11aで工作物を研削するための砥石11の切れ刃分布を測定する砥粒切れ刃分布測定装置1であって、長手方向中間部に作業面11aを回転状態で接触させるセンサ本体3と、作業面11aの切れ刃が接触するセンサ本体3の接触点から入力された接触信号がセンサ本体3の両端部3a,3bに伝播された伝播信号を検出する第1、第2センサ5,7と、センサ本体3の接触点から両端部3a,3bに到達する両伝播信号の時間差とセンサ本体3の既知の信号伝播速度Vとにより接触点からセンサ本体3の両端部3a,3bまでの距離を演算して作業面11aの切れ刃分布を求める演算部9とを備えたことを特徴とする。
(もっと読む)
コンディショナの評価方法およびコンディショニング方法

【課題】コンディショニングされる研磨パッドの表面状態や性能を予測できるコンディショナの評価方法を確立し、コンディショナの評価データを蓄積したデータベースと組合せることにより、コンディショナの性能評価と、コンディショニング条件を導き出し、適切なコンディショニングを可能とする。
【解決手段】評価対象のコンディショナ1の砥粒面を、樹脂板2の表面に押圧接触させた状態で1回転させて前記表面に切削痕3を形成し、切削痕3が形成された表面の断面プロファイルを測定し、得られた断面プロファイルに基づいて、当該コンディショナの評価項目として、切削痕の粗さ、切削痕の高さ頻度分布および切削痕の幅の総和の少なくともいずれか一つを求めるようにしている。
(もっと読む)
貫通電極付きセラミック基板の研削方法
【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
多条ねじ研削ウォームをドレッシングするための方法および研削方法ならびに研削ウォーム
【課題】多条ねじ研削ウォームをドレッシングするのに時間を要していた。
【解決手段】ねじ溝6、7、8のフランク3’、4’、5’の輪郭はらせん状に、および別の輪郭に対して平行に延在し、ドレッシング工具によって作成される。特に短いドレッシング時間で、改善した研削結果を得るために、少なくとも2つのねじ溝6、7、8において、フランク3’、4’、5’の輪郭を、形状および/または表面構造によって、別の輪郭とは区別されるように作成する。
(もっと読む)
切削装置
【課題】フラットドレスにおける作業の簡素化、生産性の向上を図る切削装置を提供すること。
【解決手段】チャックテーブル10と、スピンドル22aに装着された切削ブレード21aを有する切削手段20a,20bと、スピンドル22aをY軸方向に移動させるY軸移動手段30a,30bと、スピンドル22aをZ軸方向に移動させるZ軸移動手段40a,40bとを備える切削装置1であって、チャックテーブル10に隣接し、かつY軸移動手段30a,30bによる切削ブレード21aの移動経路上に配設されたドレス手段50a,50bをさらに備え、ドレス手段50a,50bは、研磨面がZ軸方向のうち離間方向に向かって配設されるドレッサーボードと、ドレッサーボードを保持し、中心軸線を中心に回転可能な保持手段とを有し、保持手段により保持されているドレッサーボードの研磨面の高さH1は、チャックテーブル10の表面の高さH2と同一または低い。
(もっと読む)
砥石成形方法および研削盤
【課題】砥石成形工程中においても使用可能な砥粒突出し量測定方法を備えた砥石成形方法および研削盤を提供する。
【解決手段】メタルボンド砥石車のツルーイング後に、成形面fから鉛直方向にd1離離れた静電容量センサと所定成形面間の静電容量である第1静電容量Ct1と、成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第2静電容量Ct2を測定する。ドレッシング後に、所定成形面fの位置から鉛直方向にd1離れた静電容量測定装置と所定成形面f間の静電容量である第3静電容量Cd1と、所定成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第4静電容量Cd2を測定する。ドレッシング後の砥粒突出し量hを、式h=((Ct1−Cd1)・d12−(Ct2−Cd2)・d22)/((Ct2−Cd2)・d2−(Ct1−Cd1)・d1)で算出する。
(もっと読む)
半導体装置の製造方法
【課題】ダイシングブレードの劣化を防止し、チッピングの発生を防止し、高品質な半導体装置を製造可能とする。
【解決手段】半導体ウエハW0の一面にフィラーが含有された樹脂層14を形成するフィラー含有樹脂層形成工程S2と、ダイシングブレードを用いて半導体ウエハと樹脂層とを一括して切削し、半導体ウエハを個片化するダイシング工程S3と、を有する。
(もっと読む)
超音波溶接工具のローレット面再加工方法
【課題】凝着した超音波接合工具のローレット面を短時間で再生することができ、再生コストの低減を実現できる超音波接合工具のローレット面再加工方法を提供する。
【解決手段】超音波接合を繰り返し行うことで凝着したローレット面9に対して、ブラシラップ、エアロラップ、ショットブラスト等の手法で凝着したローレット面9を加工して、ローレット面9から凝着物12を取り除く。突起先端の平坦面を平面研削して突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大きくする。こうすることで、摩耗したローレット面を一旦完全に研磨して平面とした後に、再度ローレット面9を形成する手間を省くことができる。
(もっと読む)
研削盤のツルーイング装置
【課題】より高精度なツルーイングを可能とする研削盤のツルーイング装置を提供することを目的とする。
【解決手段】研削盤1のツルーイング装置3は、砥石車11の形状を成形するツルア43と、旋回軸Acの回りに旋回可能にツルア43を支持する旋回テーブル30と、砥石車11の形状を成形する際に砥石車11と接触するツルア43の先端位置から旋回テーブル30の旋回中心Oまでの距離を直接的に検知する検知手段50と、検知手段50による検知距離Lに基づいて砥石車11に対するツルア43の先端位置を制御して砥石車11のツルーイングを行う制御手段60を備える。
(もっと読む)
1 - 10 / 304
[ Back to top ]