
国際特許分類[B24B7/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 平担なガラス面の研磨を含む工作物の平面を研削するために設計された機械または装置;そのための附属装置 (808) | 回転型工作物支持テーブルを有するもの (112)
国際特許分類[B24B7/04]に分類される特許
1 - 10 / 112
サファイア基板の研削方法
【課題】サファイア基板効率よく研削することができるサファイア基板の研削方法を提供する。
【解決手段】被加工物を保持する保持面を有し回転可能なチャックテーブルと、チャックテーブルに保持された被加工物を研削するダイヤモンド砥粒をボンド剤で固定した研削砥石が環状に配設された研削ホイールを備えた研削手段と、研削手段をチャックテーブルの保持面に対して垂直な研削送り方向に研削送りする研削送り手段とを具備する研削装置を用いてサファイア基板を研削するサファイア基板の研削方法であって、チャックテーブルの保持面にサファイア基板を保持する保持工程と、サファイア基板を保持した該チャックテーブルを回転するとともに研削ホイールを回転しチャックテーブルの中心を研削砥石が通過するように位置附けて該研削送り手段を作動して研削送りする研削工程とを含み、チャックテーブルの回転速度は500〜1000rpmに設定され、研削ホイールの回転速度は500〜800rpmに設定される。
(もっと読む)
加工装置

【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
ワーク位置ずれ検出装置
【課題】搬送による位置ずれが発生した被加工物を研削室内に移動する前に取り除くことができ、自動運転の続行可能な機能を持つ加工装置を提供する。
【解決手段】ワーク位置ずれ検出装置3を備える加工装置1であり、搬送アーム31に位置ずれ検出手段40を備え、検出手段40は、ワーク外周部近傍のワークW上で検出光を投光する投光部41aと検出光がワークWで反射し受光する受光部41bとからなる位置ずれ検出センサー41と、受光量を数値で算出する演算部412と、算出値が予め設定したしきい値以上の時は動作を続行し、予め設定したしきい値を下回る時はワークWを取り除く指示のメッセージを画面に表示する判断部413とを備える。ワークWの位置ずれが発生してもワークWが研削室9b内に移動する前にワークWを取り除くことができ、加工装置1の自動運転も続行可能となるため、被加工物の生産性の向上を図ることができる。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
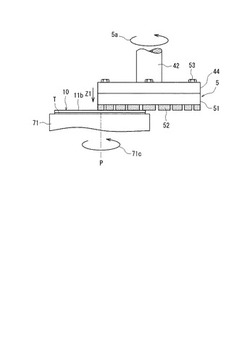
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
表面に金属膜が被覆された硬質基板の研削方法
【課題】表面に金属膜が被覆された硬質基板を研削して金属膜を除去可能な硬質基板の研削方法を提供する。
【解決手段】硬質基板の研削方法であって、硬質基板の裏面を保持して該金属膜を露出させる保持工程と、チャックテーブルを回転させると共に、研削ホイールを回転させながら研削送りして、該チャックテーブルに保持された硬質基板の表面に被覆された該金属膜を研削する金属膜研削工程と、該金属膜が研削されて露出した硬質基板を引き続き研削して硬質基板を所定の厚みに形成する硬質基板研削工程とを具備し、該金属膜研削工程は、該研削ホイールを駆動するモータの負荷電流値が所定の値を超えて上昇した際に該金属膜から該研削砥石を離反させる離反工程と、該金属膜に該研削砥石を再度接触させて該金属膜を研削する接触工程とを含み、該離反工程と該接触工程とを繰り返し実施して該金属膜を研削して除去する。
(もっと読む)
研削装置
【課題】 ウエーハの粗研削及び仕上げ研削が効率良くできるとともに設置面積が小さいマニュアルタイプの研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段と、該チャックテーブルに被加工物を搬出入する搬出入位置と該チャックテーブルに保持された被加工物を研削する研削位置とに該チャックテーブルを位置付ける位置づけ手段とを備えた研削装置であって、該研削手段は、該搬出入位置と該研削位置とを結ぶ直線上に配設された第1の研削手段と第2の研削手段とを含み、該チャックテーブルに対して該第1の研削手段を接近及び離反させる第1の研削送り手段と、該チャックテーブルに対して該第2の研削手段を接近及び離反させる第2の研削送り手段と、を具備したことを特徴とする。
(もっと読む)
透明板状物のエッジ検出装置及び研削装置
【課題】 透明板状物の外周エッジを的確に検出できるエッジ検出装置を提供することである。
【解決手段】 第1面及び該第1面と反対側の第2面を有する透明板状物のエッジを検出するエッジ検出装置であって、透明板状物より小さい支持面を有し該支持面で透明板状物の該第1面側を支持する支持台と、該支持面より下方に配設されて該支持台で支持された透明板状物の該第1面に向かって光を照射する光源と、該光源と該支持面との間に配設されて該光源から透明板状物の外周エッジに照射される光を遮光するとともに、該支持台を囲繞する透明板状物のサイズより小さい開口を備え、該開口を通して該光源から照射された光の一部を透明板状物に照射するマスク部と、該支持面に対面して配設されて該光源からの光が照射された透明板状物の第2面側を撮像する撮像手段と、該撮像手段で撮像された撮像画像に基づいて透明板状物の外周エッジを検出するエッジ検出部を有する制御手段と、を具備したことを特徴とする。
(もっと読む)
研削装置
【課題】被加工物を外周部に環状の凸部を残して凹部に研削することができるとともに、被加工物の全面を研削することができる研削装置を提供する。
【解決手段】研削手段をチャックテーブル6の保持面に対して相対的に平行に移動しチャックテーブル6に保持された被加工物10の全面を研削する第1の研削位置と、被加工物10を外周部に環状の凸部を残して凹部に研削する第2の研削位置に位置付ける位置きめ手段を具備し、研削砥石332の環状の研削帯域の外径は被加工物10の半径より大きく、研削すべき凹部の直径より小さく設定され、研削砥石332の環状の研削帯域の内径は研削すべき凹部の半径より小さく設定されており、環状の研削帯域の幅は研削砥石332が第1の研削位置および第2の研削位置のいずれに位置付けられた状態においても環状の研削帯域がチャックテーブルに保持された被加工物10の回転中心を通過する寸法に設定されている。
(もっと読む)
研削装置
【課題】 自動的に原点位置出し(セットアップ)を行うことが可能な研削装置を提供することである。
【解決手段】 研削装置であって、チャックテーブルの保持面の高さ位置を検出する保持面高さ位置検出部と、発光部と受光部とを含み、発光部と受光部との間に研削ホイールの研削砥石が位置づけられることで研削砥石の先端の高さ位置を検出する保持面高さ位置検出部から所定距離上方に配設された研削砥石高さ位置検出部とを有する高さ位置検出手段と、高さ位置検出手段をチャックテーブルと研削ホイールとの間である検出位置と、チャックテーブルから外れた退避位置との間で位置付け可能な位置付け手段とを含んでいる。
(もっと読む)
リチウムタンタレートの研削方法
【課題】 加工品質の悪化や加工不良、ウエーハの破損を抑制可能なリチウムタンタレートの研削方法を提供することである。
【解決手段】 リチウムタンタレートの研削方法であって、リチウムタンタレートをチャックテーブルで保持する保持ステップと、該チャックテーブルに保持されたリチウムタンタレートを所定の回転周速度で回転させ、研削液を供給しつつ研削砥石を有する研削ホイールを所定の回転周速度で回転させながら該研削砥石をリチウムタンタレートに当接させてリチウムタンタレートを研削する研削ステップとを具備し、該研削液の温度は5℃以上15℃以下であり、リチウムタンタレートの回転周速度は47.85m/分以上79.76m/分以下であり、該研削ホイールの回転周速度は879.2m/分以上1381.6m/分以下である、ことを特徴とする。
(もっと読む)
1 - 10 / 112
[ Back to top ]