
国際特許分類[B24B7/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 平担なガラス面の研磨を含む工作物の平面を研削するために設計された機械または装置;そのための附属装置 (808) | 専用機械または専用装置 (196)
国際特許分類[B24B7/10]の下位に属する分類
走行する長尺素材,例.ストリップ状工作物,を研削するもの (25)
滑り面を研削するもの
端面,例.ゲージ,ローラー,ナット,ピストンリングの端面,を研削するもの (144)
床,壁,天井または類似のものを研削するもの (6)
平面装飾模様を研削するもの (5)
国際特許分類[B24B7/10]に分類される特許
1 - 10 / 16
連続鋳造製品を研削するための装置
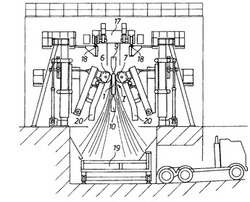
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
ウエハホルダの製造方法

【課題】従来よりも容易かつ正確に、球面曲率を有するウエハホルダを製造できるウエハホルダの製造方法を提供する。
【解決手段】支持体1は、球面形状を有する凸状の表面5を有し、基板固定工程S21では、支持体1の表面5に基板100を載置し、かつ基板100を支持体1に固定し、前記基板研削工程S22では、基板100が支持体1に固定された状態において基板100の研削された表面が平面となるように、基板100の表面を研削する。
(もっと読む)
ステンレス鋼スラブの表面手入れ方法
【課題】 ステンレス鋼スラブの表面をグラインダーによって手入れするにあたり、研削バリの除去作業を設けなくても、製品の表面品質を確保することができる、生産性に優れた表面手入れ方法を提供する。
【解決手段】 熱間圧延時にスラブ幅が圧下されるステンレス鋼スラブをグラインダーによって手入れする方法において、回転方向がスラブ長手方向に対して傾斜したグラインダー砥石2を、固定したスラブ1の一方の端部から他方の端部に向かって移動させて研削し、スラブ端部に到達したなら、グラインダー砥石を1回の研削面の幅に相当する長さ分またはそれよりも少ない長さ分だけ幅方向にずらし、当該砥石を前回の移動方向とは逆方向に移動させて表面を研削し、この操作を反復繰り返しする表面手入れ方法であって、グラインダー砥石の回転方向下流側に位置するスラブコーナー部は、研削を行わずに未研削のままとする。
(もっと読む)
スタート板整備用保持装置
【課題】スタート板用原板をグラインダで研削してスタート板を整備する際に上記原板を良好に保持することができる。
【解決手段】二次溶解のスタート板を整備するための保持具であって、互いに対向しその対向間隔が一方から他方へ漸次拡大する一対のガイド壁54,55を備え、これらガイド壁54,55の間に略円形のスタート板用原板Mを受容する受け台5と、原板Mの外周の二箇所を両ガイド壁54,55にそれぞれ当接させるように原板Mの他の外周を押圧する押圧片6とを備える。
(もっと読む)
スロットノズルの研磨方法
【課題】スロットノズルとバックロールとの間のギャップがスロットノズルの全幅にわたってほぼ一定になるようにする。
【解決手段】スロットノズルの研磨方法において、少なくとも二つのブロック(3,5)を重ね合わせて形成されたスリット(8)から流体を吐出させるスロットノズル(1)のリップ部(3a,5a)を研削装置(9)で研削し、室温における該リップ部(3a,5a)の長手方向の1メートル当りの真直度を200μm以内にする第一工程と、その後、別に用意した真円度3μm以内であって該スロットノズル(1)の長さ(L1)より長い面長(L2)をもつロール(11)であって、その外周面(11a)上に研磨手段(13)を設けた該ロールを回転手段で回転させる第二工程と、回転する該ロール(11)を該スロットノズル(1)の該リップ部(3a,5a)に押し当てて該リップ部(3a,5a)を研磨する第三工程とを備えた。
(もっと読む)
半導体ウェーハの研削方法、研削用定盤および研削装置
【課題】大口径化したウェーハであっても、従来と同様の平坦度を有するシリコンウェーハを、優れた生産効率で得ることができる方法および装置を提供する。
【解決手段】複数の被処理ウェーハをキャリアに保持して上下の回転定盤間で回転させることにより、前記半導体ウェーハの両面を同時に研削する半導体ウェーハ研削方法。前記キャリアにおける前記ウェーハ保持位置が、前記複数のウェーハの中心を同一の円周上に位置するとともに、 前記複数のウェーハ中心を通る円と単一の前記ウェーハとの面積比を、1.33以上2.0未満となるよう設定し、前記回転定盤の固定砥粒表面は格子状に設けられたペレットから構成され、中心部および周辺部に設けられたペレットは、中心部および周辺部の間の中間部に設けられたペレットより寸法が大きい。
(もっと読む)
ベルトの製造方法
【課題】加工性に優れ、生産性の高いベルトの製造方法を提供する。
【解決手段】無端ベルト1を一つの金型3に挿入し回転させ、前記金型3上の無端ベルト1に回転砥石5を圧接しながら金型3又は回転砥石5を幅方向にトラバースさせるようにしたベルトの研磨方法であって、無端ベルト1の外周の半径値を入力し、その値に応じた距離回転砥石5が無端ベルト1方向に接近して研磨するベルトの製造方法。
(もっと読む)
カラーフィルタの研磨装置及びその研磨方法
【課題】ガラス基板上に樹脂ブラックマトリックス、着色画素が順次形成され、樹脂ブラックマトリックスの端部上に突起を有するカラーフィルタの突起を研磨除去する際に、カラーフィルタ搬送方向に対して一定ピッチで発生する研磨ムラの発生がないカラーフィルタの研磨方法を提供する。
【解決手段】液晶表示装置用のカラーフィルタ30の製造に用いる研磨装置で、ステージと、その搬送ライン上にローダー、研磨液供給部、研磨部、洗浄及び乾燥部、アンローダーと配置したカラーフィルタの研磨装置であって、研磨部に矩形の研磨ヘッド12が複数台を基板搬送方向へ配置し、矩形の研磨ヘッドがカラーフィルタ面に接触させ、基板面と平行に回動させることによりカラーフィルタ面を平坦化するカラーフィルタの研磨方法であって、各矩形の研磨ヘッドが研磨を開始する位置をずらすためのずらし量の距離だけ間隔を離して配置するカラーフィルタの研磨装置。
(もっと読む)
研磨機
【課題】ガラス基板の表面と研磨シートとのクリアランスを常に最適に確保することができ、異常突起のみを研磨・除去できる研磨機を提供する。
【解決手段】膜が形成されたガラス基板Wの表面に、研磨定盤面20aに研磨シート23を貼り付けた研磨プレート20を押圧させつつ、研磨プレートをガラス基板に対して面内移動させることで、ガラス基板の表面の膜を研磨シートで研磨する研磨機において、研磨シートの一部表面に、研磨プレートをガラス基板に押圧させた時、その表面がガラス基板の表面に当接して、ガラス基板の表面と研磨シートとの間に一定のクリアランスを生じさせる樹脂膜24が形成されている。樹脂膜は、ガラス基板の膜上に存在する異常突起だけに研磨シートが接触し、正常厚さの膜に対しては非接触となるような厚みを有している。
(もっと読む)
研削加工装置および研削加工システム
【課題】研削加工時に無端金属ベルト表面に付着した研削ゴミを確実に除去することのできる研削加工装置および研削加工システムを提供する。
【解決手段】研削加工装置100は、金属ベルトbを掛け渡して回転させる駆動ローラ1および従動ローラ2と、2つのローラ1,2の間で、かつ金属ベルトb下方の内周面の一部と当接して該金属ベルトbの内周面を研削する研削ローラ3と、研削ローラ3と金属ベルトbを挟み込む位置に配設されたバックアップローラ4と、駆動ローラ1と金属ベルトbを挟み込む位置に配設され、該金属ベルトbの外周面を研削する研削ローラ5と、金属ベルトbが回転して研削ローラ3とバックアップローラ4との間に入り込む上流側に配設され、金属ベルトb下面の外周面にクーラントを供給するクーラント供給用ノズル61aと、研削ローラ3および研削ローラ5のそれぞれにクーラントを供給するクーラント供用ノズル63a,62aとを具備している。
(もっと読む)
1 - 10 / 16
[ Back to top ]