
国際特許分類[B24B9/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の端部または斜面を研削またはバリ除去のために設計された機械または装置;そのための附属装置 (944)
国際特許分類[B24B9/00]の下位に属する分類
国際特許分類[B24B9/00]に分類される特許
1 - 10 / 554
パイプの切断端部用の面取り矯正器具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
光学素子の製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
光学素子の製造方法及び検査治具
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
光学素子の製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
バリ取り装置
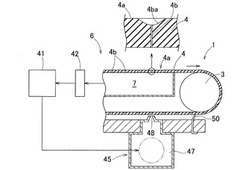
【課題】 ワークを搬送する搬送ベルトの搬送面やワーク吸着用の透孔に粉塵や油等の異物が残ることを防ぎ、次のワークに悪影響を与えないバリ取り装置を提供する。
【解決手段】 搬送面4aからその裏面に貫通する無数の透孔4bが形成された無端の搬送ベルト4を有し、この搬送ベルト4の搬送面4aの上に、バリが上面に形成されたワークを載せて搬送するベルトコンベア1と、このベルトコンベア1の上方に配置されて搬送ベルト4上のワークのバリを取るバリ取りヘッドと、搬送ベルト4の裏面側から透孔4bを通じてエアを吸引し、ワークを搬送面4aに吸着させるエア吸引手段6と、エア吸引手段6のエア吸引用ブロア41の排気の一部を搬送ベルト4の搬送面4aに吹き付ける排気吹付け手段45とを備える。
(もっと読む)
ウエーハの加工方法

【課題】 ウエーハを破損させることなく従来に比べて比較的短時間及び安価にウエーハを所定の厚みに薄化することのできるウエーハの加工方法を提供することである。
【解決手段】 外周に面取り部を有するウエーハを所定厚みへと薄化するウエーハの加工方法であって、ウエーハの表面を支持基板上に貼り付けて積層ウエーハを形成する積層ウエーハ形成ステップと、該積層ウエーハ形成ステップで形成した積層ウエーハの積層方向と平行な回転軸を有する切削ブレードを該ウエーハの表面側の外周側面に位置付けて、該積層ウエーハの外周側から中心に向かって切り込ませ、該ウエーハの表面から該所定厚みに至る面取り部を除去する面取り部除去ステップと、該面取り部除去ステップを実施した後、該積層ウエーハの該ウエーハの裏面側を研削してウエーハを所定厚みへと薄化する薄化ステップと、を具備したことを特徴とする。
(もっと読む)
端縁部を研磨テープにより研磨仕上げした板ガラス並びに板ガラス端縁部の研磨方法及び研磨装置
【課題】端縁部が高精度に面取り加工され、高い強度を付与された板ガラス並びにその製造方法、研磨方法及び研磨装置を提供することを課題とする。
【解決手段】上面、下面及びその両面の間に端面を有する矩形の板ガラスであって、前記上面又は前記下面と前記端面との境界にある稜部のうち少なくとも1辺の稜部又は少なくともひとつの端面が研磨テープで研磨され仕上がり面に形成された板ガラスであって、該仕上がり面の平均表面粗さRaが20nm以下であり且つ最大谷深さRvが200nm以下である板ガラス。
(もっと読む)
四角柱状インゴットブロックの面取り加工方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
デバーリング装置
【課題】本発明は、金属製品または非金属製品の成形または切断作業時に発生するバリを自動で除去するだけでなく、デバーリング作業時に発生する騒音及び異質物による作業空間汚染を最小化することができるデバーリング装置を提供するためのものである。
【解決手段】本発明に係るデバーリング装置は、ベースの上に設けられてデバーリング対象物を移送する移送経路を形成する移送モジュール、ベースの上のデバーリング対象物の移送経路の上に設けられてデバーリング対象物をデバーリングするデバーリングモジュール、及びベースの上に往復動可能に設けられて移送モジュール及びこの移送モジュールの上のデバーリング対象物が外部に露出することを選択的に遮断するだけでなく、デバーリングモジュールを用いたデバーリング対象物のデバーリング作業時に発生する粉塵及び騒音が外部に伝えられることを防止する遮断カバーを含むことを特徴とする。
(もっと読む)
ウェーハ面取り装置、および面取り用砥石の表面状態または面取り用砥石によるウェーハの加工状態の検出方法
【課題】回転砥石側のAEセンサの検出信号を非接触で固定側に誘起し、誘起信号の信号処理により、接触状態や砥石の表面状態を判定可能にしたウェーハ面取り装置の実現。
【解決手段】ウェーハWを保持して回転するウェーハテーブル10と、面取り用砥石20を保持して回転する砥石回転機構と、を有するウェーハ面取り装置であって、砥石回転機構は、回転ユニットと、固定ユニットと、を有し、回転ユニットは、AEセンサ34と送信手段31と、を有し、固定ユニットは、送信手段と通信する受信手段41と信号処理回路65と、を有し、送信手段はAEセンサの信号を検出し、信号処理回路は、アンプ63と、AD変換器64と、デジタル処理回路と、を有し、低周波数成分を除去するフィルタリング処理を行い、さらに回転ユニットの回転周期に対応した信号変化を抽出する処理を行う。
(もっと読む)
1 - 10 / 554
[ Back to top ]