
国際特許分類[B24C1/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | つやのない表面を作るための方法,例.プラスチック,ガラスの表面 (43)
国際特許分類[B24C1/06]に分類される特許
1 - 10 / 43
空気入りタイヤ用ホイールとその作製方法
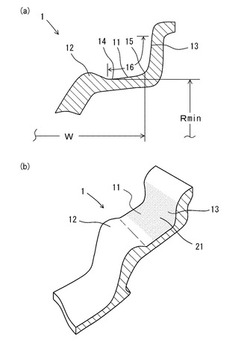
【課題】効果的にリムずれを防止することができる技術を提供する。
【解決手段】ハンプ部と、ビードシート部と、ビードシート部のホイール幅方向外側に形成されたリムフランジ部とを備えた空気入りタイヤ用ホイールであって、ハンプ部よりもホイール幅方向外側のビードシート部の最小径部分から、リム幅基準点を超えてリム幅方向外側のリムフランジ部まで、表面粗さRaが50〜100μmの表面処理が、ショットブラストにより施されている空気入りタイヤ用ホイール。ハンプ部よりもホイール幅方向外側のビードシート部の最小径部分から、リム幅基準点を超えてリム幅方向外側のリムフランジ部まで、表面粗さRaが50〜100μmの表面処理をショットブラストにより施す工程を有しており、研磨剤としてガーネットを用いてショットブラストを行う空気入りタイヤ用ホイールの作製方法。
(もっと読む)
半導体ウエハの面粗化および形状矯正方法

【課題】半導体ウエハの面粗化処理と反り矯正処理との両立を、ショットブラスト加工により達成する。
【解決手段】半導体ウエハ1の面粗化および形状矯正の加工方法であって、半導体ウエハ1の少なくとも一面に、表面粗さ調整用の投射材として反り矯正用の投射材よりも相対的に硬度が高く粒径が小さい粒子を用いてショットブラスト処理を行うことにより半導体ウエハ1の表面粗さを調整するとともに、反り矯正用の投射材として表面粗さ調整用の投射材よりも相対的に硬度が低く粒径が大きい粒子を用いて部分的にショットブラスト処理を行うことにより半導体ウエハ1の反りを矯正する。
(もっと読む)
金型表面の仕上げ加工方法
【課題】金型表面の仕上げ加工を容易にする。
【解決手段】この金型表面の仕上げ加工方法は、切削加工により形成された金型表面に対して仕上げ加工を施す方法であって、面粗し処理と、面戻し処理と、を備えている。面粗し処理は、切削加工後の金型表面に第1処理条件で投射材を投射し、金型表面を、切削加工により形成された凹凸よりも粗い凹凸状にする。面戻し処理は、面粗し処理によって粗い凹凸が形成された金型表面に対して第2処理条件で投射材を投射して、金型表面の表面粗さを面粗し処理前の粗さに近づける。
(もっと読む)
玉軸受及びその製造方法
【課題】内部起点型剥離に対して長寿命な玉軸受を提供する。
【解決手段】転動体3の極表層部の硬さを780HV以上920HV以下とし、炭化物面積率を1%以上5%以下とし、残留オーステナイト量を2vol.%以上10vol.%以下とし、残留圧縮応力を500MPa以上1400MPa以下とすることで、転動体3の表面性状安定性を向上させ、転動体表面性状の悪化を抑制し、外輪1及び内輪2に作用する接線力を小さくして内部せん断応力を低下させることによって、外輪1及び内輪2の内部起点型剥離寿命を延長させることができる。また、このような転動体3を、HRC≧0.2×√areamaxという関係を満足する外輪1及び内輪2に組み込むことで、一段と軸受寿命を向上させることができる。
(もっと読む)
硬質基板の研削方法
【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、硬質基板の研削すべき面を荒らす面荒らし工程と、硬質基板の荒れた面が露出するようにチャックテーブルの保持面で硬質基板を保持する保持工程と、該チャックテーブルを研削位置に位置づける位置付け工程と、研削送り手段を作動して所定の研削送り速度で研削手段を研削送りしながら該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
金属成品の瞬間熱処理法
【課題】金属成品の表面粗さを向上させ,表面層に均一なナノスケールの微細組織を確実に形成し,前記表面に摩耗によって消滅しない強固な表面層を形成する。
【解決手段】金属成品の表面に対し,近似粒度3種以上のショットを混合して高い噴射密度で間欠的に衝突させることで金属成品表面の急速な加熱と急冷を瞬時に繰り返し行い,金属成品の表面付近に均一な微細組織を形成させると共に,金属表面に微小径のディンプルを形成する。
(もっと読む)
ピーニング仕上げ
【課題】歯車の歯元円半径及び歯面をピーニングにより強化し、かつ耐摩耗性を高め、その後で振動仕上げ処理によりピーニングによる圧痕を減少させる。
【解決手段】第1ピーニング媒体を金属歯車の複数表面に衝突させ、歯車の歯元の強度と耐摩耗性を高め、次いで、第2ピーニング媒体に複数表面を曝すことにより歯車表面の圧縮応力(KSI)を高め、容器内で精密仕上げ媒体を歯車と共に振動させた後、歯車を洗浄し、さび止め処理をする。
(もっと読む)
環状体の製造方法
【課題】樹脂層と金属層とが剥離し難い無端ベルトを提供する。
【解決手段】熱可塑性樹脂製の円筒膜10Aの表面を研磨する研磨装置に研磨材を装填する研磨材装填工程と、円筒膜10Aの表面に研磨材を衝突させて表面を粗面化する粗面化操作、および、表面の粗面化が完了した円筒膜10Aを表面の粗面化が完了していない他の円筒膜10Aに交換する円筒膜交換操作を交互に繰り返して行なう第1の粗面化繰返し工程と、第1の粗面化繰返し工程の後に、研磨装置に装填された研磨材の一部を排出し、新たな他の研磨材を装填して、新たな他の研磨材装填後における研磨材の総量に対する新たな他の研磨材の割合が30質量%以上となるよう研磨材を取替える研磨材取替工程と、研磨材取替工程の後に、再度粗面化操作および円筒膜交換操作を交互に繰り返す第2の粗面化繰返し工程と、を有する環状体の製造方法。
(もっと読む)
塗膜密着性に優れた鋼材およびその製造方法
【課題】塗膜密着性に優れた鋼材の製造方法を提供する。
【解決手段】鋼材表面に、第一のブラスト処理と第二のブラスト処理とを順次施す。第一のブラスト処理は、平均粒径が0.40〜1.0mmの投射粒子を使用し、鋼板表面の表面粗さをRzJISで40〜100μmとする。ついで、第一のブラスト処理を施した鋼材表面に、第二のブラスト処理として、第一のブラスト処理で使用した投射粒子の粒径の1/2以下の平均粒径を有する投射粒子を用いる処理を行い、鋼材表面の表面粗さをRz JISで20〜80μmとする。これにより、鋼材の表面性状が、塗膜密着性向上に有効な表面となり、とくに厚鋼板におけるような重防食被覆を施すような場合において、塗膜寿命の顕著な向上が認められる。
(もっと読む)
耐塗膜剥離性に優れた鋼材
【課題】塗膜の密着性に優れる鋼材を提供する。
【解決手段】質量%で、C: 0.01〜0.15%、Si:0.10〜0.60%、Mn:0.2〜1.8%、P:0.03%以下、S:0.02%以下、N:0.01%以下、Nb:0.01〜0.20%、Al:0.10%以下を含み、あるいはさらに、Cu:0.5%以下、Ni:2.0%以下、Mo:0.5%以下、W:0.5%以下、Sb:0.3%以下、Sn:0.3%以下のうちから選ばれた1種または2種以上、および/または、Cr:2.0%未満を含有する組成と、結晶粒度番号が7.0以上で、面積率で80%以上のフェライト相の組織とを有する鋼材とする。これにより、表面に、塗膜を形成した際に、塗膜の密着性に優れ、さらには、端部、疵部等からの塗膜剥離を抑制して、塗膜の寿命延長を図ることができ、鋼構造物のメンテナンスコストの低減、すなわちミニマムメンテナンス化によるライフサイクルコストの向上が期待できる。
(もっと読む)
1 - 10 / 43
[ Back to top ]