
国際特許分類[B24D3/34]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削,バフ加工,または刃砥ぎ用工具 (3,522) | 研磨体または研磨シートの物理的特徴,例.特別な性質の研磨表面;構成成分により特徴づけられる研磨体または研磨シート (1,818) | 特別な物理的性質を一層付加したことにより特徴づけられるもの,例.耐摩耗性,電気伝導性自生作用を一層付加したもの (55)
国際特許分類[B24D3/34]に分類される特許
1 - 10 / 55
超硬合金台板外周切断刃の製造方法
【課題】超硬合金台板外周切断刃の製造のコストパフォーマンスが極めて高く、この超硬合金台板外周切断刃を採用することで、切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できることから、高い寸法精度を有する希土類磁石を安価に提供する。
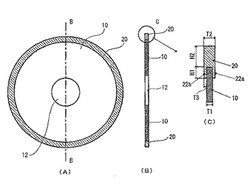
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部に近接して永久磁石を配設し、永久磁石が形成する磁場により、予め磁性体をコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒を台板の外周縁部近傍に磁気的に吸引固定し、電気メッキ又は無電解メッキにより、砥粒間及び砥粒と台板との間を連結して台板外周端部に砥粒を固着させて切り刃部20を形成し、砥粒間及び砥粒と台板との間に存する空隙に、融点が350℃以下である熱可塑性樹脂を含浸する、又は硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を含浸し、硬化させる。
(もっと読む)
超硬合金台板外周切断刃

【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下の金属及び/又は合金とを含む超硬合金台板外周切断刃。
(もっと読む)
超硬合金台板外周切断刃の製造方法
【課題】超硬合金台板外周切断刃の製造のコストパフォーマンスが極めて高く、この超硬合金台板外周切断刃を採用することで、切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できることから、高い寸法精度を有する希土類磁石を安価に提供する。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部に近接して永久磁石を配設し、永久磁石が形成する磁場により、予め磁性体をコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒を台板の外周縁部近傍に磁気的に吸引固定し、電気メッキ又は無電解メッキにより、砥粒間及び砥粒と台板との間を連結して台板外周端部に砥粒を固着させて切り刃部20を形成し、砥粒間及び砥粒と台板との間に存する空隙に、融点が350℃以下の金属及び/又は合金を含浸する。
(もっと読む)
超硬合金台板外周切断刃
【課題】切断操作のみで被作物の寸法を高精度に仕上げることができ、切断後の後処理工程が省略できる切断刃の提供。
【解決手段】超硬合金で形成され、円形リング状薄板の台板10の外周縁部上に、切り刃部20を有する超硬合金台板外周切断刃であって、切り刃部が、予め磁性体がコーティングしてなるダイヤモンド砥粒及び/又はcBN砥粒と、砥粒間及び砥粒と台板との間を連結する電気メッキ又は無電解メッキにより形成された金属又は合金と、砥粒間及び砥粒と台板との間に含浸させた融点が350℃以下である熱可塑性樹脂、又は砥粒間及び砥粒と台板との間に含浸させた硬化温度が350℃以下の液体状の熱硬化性樹脂組成物を硬化させてなる熱硬化性樹脂とを含む超硬合金台板外周切断刃。
(もっと読む)
高速研削砥石
【課題】比較的高価でなく、超砥粒でない一般研磨砥粒を用いる工具から超砥粒研削性能を得る方法であり、超高速の接線方向接触速度(すなわち少くとも約125m/sec)で、従来の研磨工具を操作する。
【解決手段】超高速操作速度は、酸化アルミニウム、酸化ケイ素、酸化鉄、酸化モリブデン、酸化バナジウム、酸化タングステン、炭化ケイ素などのビトレアスもしくはレジン結合された粒子から形成されたセグメント8を有するセグメント研削砥石で達成される。研磨材セグメントは、エポキシセメントのような接着剤で工具の中心に結合される。研磨材セグメントは、従来の超砥粒を有するセグメントよりも著しく大きな深さまで製造され得、その結果、長い寿命ならびに高性能を与える。加えて、一般砥石セグメントは、形直し、および目直し、そして複雑な形状の工作物を研削して複雑な輪郭研削をするのが、比較的容易である。
(もっと読む)
レジンボンド砥石
【課題】特に溝付き工具の溝等のクリープフィード研削に用いて、研削熱を確実かつ効果的に発散することができ、研削比の一層の向上やワークをより高い精度で研削することが可能なレジンボンド砥石を提供する。
【解決手段】樹脂をバインダーとするボンド相に超砥粒が分散された砥粒層を有するレジンボンド砥石であって、ボンド相には、カーボンが5〜20vol%の範囲で、Ag粒子とCu粒子とが、互いの体積比を1:3〜3:1の範囲とし、かつボンド相に対して7〜30vol%の範囲で、バインダーが50〜70vol%の範囲で、それぞれ含有されている。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】研磨加工時に発生する静電気を抑制して、ブラシ屑や研磨屑の付着による汚れを防止することができ、さらには耐久性に優れかつ持続的な研磨性能を発揮する研磨ブラシ用毛材および研磨ブラシを提供する。
【解決手段】砥材粒子含有熱可塑性樹脂組成物からなるモノフィラメント1の表面長手方向の少なくとも一部に、カーボンブラック粒子を5〜40重量%含有する導電性樹脂層2を設けてなり、前記モノフィラメント1と前記導電性樹脂層2の重量比率を70〜95:30〜5としたことを特徴とする研磨ブラシ用毛材。
(もっと読む)
研削用砥石
【課題】研削時に生じる熱を高い効率で冷却して、研削焼け等の表面品位劣化を引き起こすことなく、高能率で研削することができる研削用砥石を提供する。
【解決手段】研削盤40の砥石台44に回転軸線回りに軸承された砥石軸42に装着されるコア4の周囲に複数個の砥粒16と結合剤14とを含む砥粒層12が形成される研削用砥石10において、前記砥粒層12には、常温時に固体で、融点が研削点温度以下の添加材20が含有されていること。
(もっと読む)
研磨フィルム及びこれを用いた研磨方法
【課題】スクラッチの発生を抑えた、平滑性の高い仕上げ研磨が可能となる研磨フィルム及びこれを使用した研磨方法の提供。
【解決手段】研磨フィルム10aの基材である基材フィルム11と、基材フィルム11上に形成された研磨層15aとを備え、研磨層15aは、研磨粒子12と、研磨粒子12を固着するバインダー樹脂14とを含んで成り、バインダー樹脂14が、水溶性のバインダー樹脂14であることを特徴とする研磨フィルム及びこれを使用した研磨方法。
(もっと読む)
メタルボンドホイール
【課題】整形性を良好に維持しつつ、研削時における砥粒保持力を確保することが可能なメタルボンドホイールを提供する。
【解決手段】メタルボンドホイールの砥粒層3おいて、砥粒6及び固体潤滑剤粒子7とは、第1金属合金9と第2金属粒子10とから構成されるメタルボンド8bによって結合されている。第1金属合金9はCu−Sn系合金であって、第2金属粒子10は第1金属合金9を介してそれぞれの粒子の接点近傍で接合している。また、固体潤滑剤粒子7は、メタルボンド8b内に適度に分散し、その周囲を第2金属粒子10が取り囲むように配置されている。第2金属粒子10として、Coなどの耐熱性が高い金属あるいはその合金、固体潤滑剤7として、MoS2、WS2等を用いることができる。
(もっと読む)
1 - 10 / 55
[ Back to top ]