
国際特許分類[B24D7/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削,バフ加工,または刃砥ぎ用工具 (3,522) | 周面以外で加工する砥石車または砥粒塊を装着した車,例.前面を使用するもの;そのためのブッシングまたはその取付け (526)
国際特許分類[B24D7/00]の下位に属する分類
一体でできた砥石車 (45)
砥粒塊を内装したもの,例.セグメント砥石をもったもの (97)
冷却手段をもったもの (19)
研削される面を観察できる孔のあるもの (4)
区域により異なった結合度をもつ車;異なった砥粒より車を結合したもの (45)
ブッシング;軸への取付け (28)
特殊な型の車 (118)
国際特許分類[B24D7/00]に分類される特許
1 - 10 / 170
研削ホイール
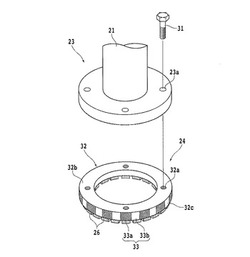
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】高速回転するスピンドル21先端に固定されたホイールマウント23に装着される研削ホイール24であって、ホイールマウント23に装着される装着面32bを有する環状基台32と、環状基台32の装着面32bとは反対側の自由端部にリング状(円環状)に配設された研削砥石26,26と、を具備し、環状基台32の外周側面32cには、回転方向(図4における矢印b方向)に交差する縞目33から構成される縞模様が表示される。
(もっと読む)
回転工具

【課題】砥石ホイール等の回転工具が部分当たりしても振動を減衰することができるようにする。
【解決手段】回転工具ホルダー21によりディスクグラインダのスピンドルに回転工具としての砥石ホイール20が着脱自在に装着される。回転工具ホルダー21は、スピンドルに取り付けられるロックナット25と、このロックナット25の背面側に対向するホイールワッシャ27とを有し、これらの間に砥石ホイール20が配置される。ホイールワッシャ27と砥石ホイール20との間には、内側弾性体36と外側弾性体37とが配置され、外側弾性体37は内側弾性体36よりもばね定数が大きくなっている。砥石ホイール20が部分当たりとなっても、外側弾性体37により砥石ホイールの傾斜が規制される。
(もっと読む)
ワーク切削具
【課題】ワークを差込めば、切削部に押し当てたワークを回転させなくても球状、円錐状、円錐台形に切削可能とし、切削効率の向上を図る。
【解決手段】基体にワークを差込み可能な切削凹部を設け、切削凹部の内周面に切削刃物又は切削砥粒等の切削物を設け、切削凹部内に差込んだワークを前記切削部に押し当てた状態で基体を回転させると、ワークを切削凹部の内周面形状に沿って切削可能とした。切削凹部にワークを切削可能な入口側切削部と入口側切削部よりも内径の小さい奥側切削部を切削凹部の内周面に二段以上連設し、両切削部を入口側切削部から奥側切削部にワークを連続押し込み可能に連設した。入口側切削部と奥側切削部を、入口側切削部から奥側切削部にワークを連続押し込みできない階段状に設けた。切削凹部内に切り粉を排出可能な排出口又は一時的に溜めておく溜め空間を設けた。
(もっと読む)
研磨材
【課題】研磨材の表面に設けた凹凸が繰返周期性を有するが故に発生する被研磨面の筋状の微凹凸が、生じない研磨材を提供する。
【解決手段】本体部1の一面に有する網状凹凸部2が凸条部3と、この凸条部で周囲を囲繞される凹陥部4からなる。凸条部の平面視形状である凸条パターン3Pを、凹陥部に対応する多数の開口領域Aを画成し、二つの分岐点Bの間を延びて開口領域を画成する多数の境界線分Lから形成され、一つの分岐点から延びる境界線分の数の平均値Nが、3.0≦N<4.0であり、且つ、開口領域が一定の繰返周期で並べられている方向が存在しない領域を含んでなるパターンとする。開口領域の形状は、五角形、六角形及び七角形のうち2種以上を含んでいるのが好ましい。本体部を支持体を積層した2層構成でもよい。
(もっと読む)
研磨布用ドレッサー
【課題】本発明は、前述した課題を解決するために、優れたパッド平坦性と高いパット研削力を同時に満たすドレッサーを提供する。
【解決手段】円盤状支持材の表面に複数個の砥粒が単層に固着されたドレッサーであって、円盤状支持材の半径をRとした場合、砥粒が、0.3R≦B<A≦0.9R、かつ、A−B≧4(mm)を満たす半径Bの同心円の外側、かつ、半径Aの同心円の内側のリング状領域に固着されていることを特徴とする研磨布用ドレッサー。
(もっと読む)
オフセット砥石
【課題】電動工具やエアー工具などに装着され、主として鉄、ステンレス等の金属板を研削して平坦にしたり、表面に塗布されている塗膜を除去したりするために用いられる回転型のオフセット砥石であって、軽量で操作性に優れ、切削時の振動が少なく、高い切削性能を長時間に渡って維持することができるオフセット砥石を提供する。
【解決手段】熱可塑性樹脂または熱硬化性樹脂で板状に成形されたカーボンファイバー円盤9と、ゴムなどで造られた緩衝材層19と、ダイヤモンド粒子13が電着またはロー付けで固着された研削面を有し、前記カーボンファイバー円盤に密着する形状に成形された金属円盤を、接着剤で一体化。
(もっと読む)
研磨具
【課題】砥石の偏摩耗が発生し難く、そして研磨抵抗の小さい研磨具を提供する。
【解決手段】 研磨具1は、回転軸8の下端部に回転軸8に対して垂直に固定された支持板10に、円盤状の砥石装着板の接続部3を図示しないボルトにより接続する。砥石装着板2は、砥石5を保持するリング状の砥石保持部4と支持板10と接続するリング状の接続部3を持っている。また、砥石装着板2の上面の中心と円盤状の超音波振動子7を一致させてエポキシ樹脂を用いて接着する。支持板10は、例えば、図示しないボルトを用いて砥石装着板の接続部3を固定する。また砥石装着板2は、リング状の砥石保持部4を持つ。砥石保持部4の下面には、周溝6が形成されている。この周溝6に砥石5が嵌め合わせられて固定されている。
(もっと読む)
圧粉磁心及びその製造方法、並びにコイル部品
【課題】量産コストを低減させることができる圧粉磁心の製造方法を提供する。
【解決手段】絶縁被覆処理された純鉄粉又は鉄を主成分とする鉄系合金粉末を金型を用いて加圧成形して圧粉磁心を得る工程S1、得られた圧粉磁心に熱処理を施す工程S2、及び熱処理された圧粉磁心の少なくとも一部に研削砥石を用いた後加工を施す工程S3を含んでいる。前記後加工を施す工程において、圧粉磁心及び研削砥石を自転させつつ研削加工を施すことで圧粉磁心の加工面に生じる加工跡を等方性にする。
(もっと読む)
パッドコンディショニング用焼結体およびその製造方法
【課題】0.35μmルール以下の調高精細配線ルールのLSI等用の半導体材料表面を研磨するCMP研磨パッドをコンディショニングするための研磨工具を実現できる、パッドコンディショニング用焼結体およびその製造方法を提供する。
【解決手段】超砥粒焼結体の研磨面に並んだ研磨単位を有する研磨用焼結体は、超砥粒焼結体表面の加工をレーザーカットにより行うため、研磨単位を緻密に、鋭いエッジを保ったままで形成することが可能であり、その高密度研磨単位列によって、LSI等用の半導体材料表面を研磨するCMP研磨パッドをコンディショニングするための研磨工具を提供することができる。また、円形超砥粒焼結体の素材から、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
(もっと読む)
研削ホイール、および、両頭研削加工方法
【課題】チップの摩耗が進展した場合でも、ウェーハの品質を維持可能な研削ホイールを提供する。
【解決手段】研削ホイール3は、略板状のホイールベース91と、ホイールベース91の一面から環状に突出するように設けられ、ウェーハに押し当てられる砥石32と、を備え、砥石32は、環状の外周方向に沿って設けられた複数のチップ322を有し、隣り合うチップ322の間隔寸法は、チップ322の先端側よりも基端側の方が大きくなるように設定されている。
(もっと読む)
1 - 10 / 170
[ Back to top ]