
国際特許分類[B26B19/16]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 他に分類されない手持ち切断工具 (2,165) | 複数の切断刃をもって作動するバリカンまたはひげそり器,例.散ぱつ用バリカン,乾式ひげそり器 (758) | 回転カッター型のもの;そのための切断ヘッド;そのためのカッター (93) | 円筒形ナイフまたは円錐形ナイフまたは回転円筒または回転円錐のように動く分離した切断部片を含んでいるもの (41)
国際特許分類[B26B19/16]の下位に属する分類
せん断用の穴をもたない固定されたかみそり刃と結合したもの
国際特許分類[B26B19/16]に分類される特許
1 - 10 / 41
電気かみそり
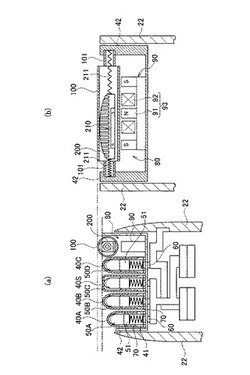
【課題】 製造コストを抑制できるとともに、体毛を確実に短く剃ることができる電気かみそりを提供する。
【解決手段】本発明に係る電気かみそり1は、内刃50と協働して肌表面Sの体毛を剃るとともに、肌表面Sに接触する外刃40を備える。外刃40は、外刃40の延在方向Yに直交する直交方向Xに回転する筒状の回転外刃100である。
(もっと読む)
回転刃

【課題】水中で回転駆動させる水洗い洗浄を行ったとき、付着物を効果的に除去できる回転刃を提供する。
【解決手段】断面が円弧状に折り曲げられた切断刃3と、切断刃3を支持する回転軸体2とを備えている回転刃であって、回転軸体2は、軸本体4と、回転軸方向に並ぶ複数のディスク5とを含む。ディスク5の周面に切断刃3が固定されており、少なくとも一部のディスク5に水流発生部8が形成されており、水流発生部8を構成する切欠ないし貫通孔の空隙中心軸が、ディスク5の回転中心軸に対して傾斜する状態で形成されている。切断刃3の内部で水流を発生させるので、切断刃3の内面や回転軸体2に付着した付着物を効果的に除去できる。
(もっと読む)
回転刃およびその回転刃を備えた小型電気機器
【課題】十分な構造強度を備えていながら、加工コストが少なくて済む回転刃を提供する。
【解決手段】金属製の軸本体4と、軸本体4に圧嵌固定される金属製の複数のディスク5とからなる回転軸体2と、回転軸体2のディスク5に固定される金属製の切断刃3とを備えている。各ディスク5は、その中央に設けた装填穴7を、軸本体4の周面に設けた突起6に圧嵌することで軸本体4に固定されている。切断刃3は、金属製のシート状ブランク17に塑性加工を施すことで形成されており、塑性加工が施された切断刃3は、切断刃3を回転軸体2に外接した状態で、複数のディスク5の周面に溶接することで固定されてなる回転刃。
(もっと読む)
回転刃および回転刃の製造方法
【課題】水中で回転駆動させる水洗い洗浄を行ったとき、付着物を効果的に除去できる回転刃、およびその製造方法を提供する。
【解決手段】回転刃1は、断面が円弧状に折り曲げられた切断刃3と、切断刃3を支持する回転軸体2とを備えており、回転軸体2は、軸本体4と、回転軸方向に並ぶ複数のディスク5とを備えている。ディスク5の周面に切断刃3を固定する。少なくとも一部のディスク5に水流発生部8を形成する。水流発生部8は、ディスク5の周縁部に形成した切欠や、ディスク5を貫通する貫通孔などで構成する。水流を切断刃3の内面や回転軸体2に衝突させることにより、これらに付着した付着物を効果的に除去できる。切断刃3の内部から水流を発生させるので、切断刃3の内面や回転軸体2に付着した付着物を効果的に除去できる。
(もっと読む)
回転軸体およびその回転軸体を含む回転刃
【課題】十分な構造強度を備えていながら、加工コストが少なくて済む回転軸体を提供する。回転軸体は、例えば、その周囲に切断刃を固定して回転刃として使用する。
【解決手段】ディスク5の中央に、軸本体4に挿通される装填穴7が形成されており、ディスク5を軸本体4に挿通して、軸本体4の周面に設けた突起6と装填穴7とを互いに圧嵌することによりディスク5を軸本体4に固定してなる回転軸体2である。回転軸体2の周囲に切断刃3を固定することで回転刃1が構成される。
(もっと読む)
回転軸体と回転軸体の製造方法、および回転軸体を含む回転刃と回転軸体を含む回転刃の製造方法
【課題】十分な構造強度を備えていながら、加工コストが少なくて済む回転軸体を提供する。回転軸体は、例えば、その周囲に切断刃を固定して回転刃として使用する。
【解決手段】軸本体4と、軸本体4に固定される複数のディスク5とで回転軸体2を構成する。軸本体4の周面には、ディスク5の固定位置に対応して複数のかしめ突起6を形成する。ディスク5の中央には、軸本体4に挿通される装填穴7と、かしめ突起6に対応して装填穴7の内面に設けられる逃げ溝8とを形成する。ディスク5を軸本体4に挿通してディスク5を圧嵌姿勢に保持し、ディスク5と軸本体4を中心軸方向へあるいは周方向へ相対移動させ、装填穴7とかしめ突起6を圧嵌してディスク5を軸本体4に固定する。
(もっと読む)
回転刃、およびこの回転刃を備えた小型電気機器
【課題】本発明の目的は、刃部における内側の強度を弱めない回転刃、およびこの回転刃を備えた小型電気機器を提供することにある。
【解決手段】 円弧状に折り曲げられた刃本体20と、刃本体20を支持する刃支持体21と、回転軸22とを備えている回転刃である。刃本体20はリブ状の小刃(刃部)25・26を含み、小刃25・26は、外面の切断面43と、内面のベース面44と、これら両者43・44の間に形成される第1抉り面45および第2抉り面46と、切断面43の回転方向上手側に形成される切刃47と、切断面43の回転方向下手側に形成される逃げ縁48とを備えている。第1抉り面45は、切刃47から回転方向下手側へ凹む内凹み面で形成されており、第2抉り面46は、逃げ縁48から回転下手側へ向かって内凹み状に下り傾斜する傾斜面46aと、傾斜面46aとベース面44の端縁58との間を繋ぐ凹み面46bとで形成されている。
(もっと読む)
刃物の製造方法、この製造方法で得られる刃物と、小型電気機器
【課題】孔開け加工から研削加工に至る一連の加工を円滑に行なえ、しかも溶接部分に生じる腐食や割れなどを一掃して刃物の耐久性を向上できる刃物の製造方法を提供する。
【解決手段】刃本体20と、刃本体20を支持する刃支持体21とを備える刃物の製造方法である。刃物は、金属板材への孔開け加工と、プレス加工と、溶接加工を記載順に施す。得られた第3ブランク39に熱処理を施して刃物を完成する。必要に応じて研削加工を施す。プレス加工や溶接加工を行なった後に熱処理を施すので、事前に熱処理を施す場合に比べて、プレス加工を簡便にしかも正確に行なえる。また、熱処理を行なうことにより、溶接部の応力腐食や割れを防止して刃物の耐久性を向上できる。
(もっと読む)
刃物の製造方法、この製造方法で得られる刃物と、小型電気機器
【課題】エッチング加工から研削加工に至る一連の加工を円滑に行なえ、しかも溶接部分に生じる腐食や割れなどを一掃して刃物の耐久性を向上できる刃物の製造方法を提供する。
【解決手段】刃本体20と、刃本体20を支持する刃支持体21とを備える刃物の製造方法である。刃物は、金属板材にエッチング加工と、プレス加工と、溶接加工を記載順に施す。得られた第3ブランク39に熱処理を施して刃物を完成する。必要に応じて研削加工を施す。プレス加工や溶接加工を行なった後に熱処理を施を施すので、事前に熱処理を施す場合に比べて、プレス加工を簡便にしかも正確に行なえる。また、熱処理を行なうことにより、溶接部の応力腐食や割れを防止して刃物の耐久性を向上できる。
(もっと読む)
回転刃、および回転刃を備えた小型電気機器
【課題】スパイラル刃を切断要素とする回転刃に比べて構造が簡単で製造コストを削減でき、しかも、ひげなどの切断対象を効果的切断できる回転刃を提供する。
【解決手段】断面が円弧状に折り曲げられた刃本体20と、刃本体20を支持する刃支持体21とで、回転刃11を円筒籠状に構成する。刃本体20にはリブ状の小刃25・26の一群と、小刃25・26の一群で囲まれる刃穴27の一群とを設ける。刃支持体21の周面には、刃本体20を受け止める円形の刃受部31と、刃受部31の周面より回転中心側へ凹む双曲面状の毛屑受面32とを交互に設ける。刃支持体21に固定した刃本体20と毛屑受面32との間に、毛屑受容空間33を周回状に形成する。
(もっと読む)
1 - 10 / 41
[ Back to top ]