
国際特許分類[B26B9/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 他に分類されない手持ち切断工具 (2,165) | 手持ちナイフ用の刃 (62)
国際特許分類[B26B9/00]の下位に属する分類
国際特許分類[B26B9/00]に分類される特許
11 - 20 / 53
ナイフ・ブレード及びその製造方法
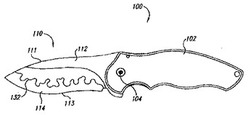
【課題】 量産が容易なナイフ・ブレードを提供し、かつ、そのようなナイフ・ブレードの製造に適した方法を提供すること。
【解決手段】 複合ナイフ・ブレードは、第1の合金製の切刃ピースと、第1の合金と異なる第2の合金製のバック・ピースとを含み、切刃ピースおよびバック・ピースは、波状結合部にて共にろう付けされる。切刃ピースは、バック・ピースの硬度と比較すると、高いロックウェル硬度値を有する。ナイフ・ブレードを製造する方法は、第1の合金製の薄板からバック・ピースを精密打抜きするステップと、第2の合金製の薄板から切刃ピースをレーザ切断するステップと、第1のピースを第2のピースにろう付けして複合ブレードを形成するステップとを含む。複合ブレードは、その後、ろう付け温度から切刃ピースのオーステナイト化温度まで冷却して、急冷して切刃ピースを硬化させる。
(もっと読む)
外科用刃物類とその製造方法

【課題】 過剰エッチングを防止してさらに刺通抵抗等を下げることができる外科用刃物類とその製造方法を提供する。
【解決手段】 ファイバー状組織を有するオーステナイト系ステンレス鋼の丸棒材15から形成される外科用刃物類の製造方法であって、前記ファイバー状組織が中心軸a方向になるように、前記丸棒材15に、刃物類の生体組織を刺通又は切開する作用部16を形成する工程と、前記作用部に前記外科用刃物類に研磨痕24を形成する工程と、研磨後の前記作用部23にエッチング加工する工程と、を有し、該エッチング加工を、前記作用部に複数のクレータ26を表出させ、かつ、前記ファイバー状組織の方向に沿った筋目が形成されない程度とし、その上からシリコーンコーテイングする。
(もっと読む)
コアレスクラッド装飾刃物およびその製造方法
【課題】 強度に優れており、かつ、刃先まで模様が表出した装飾性にも富んだ刃物を提供すること。
【解決手段】 ステンレス鋼基材1(1a・1b…)を交互に積層して、熱間圧延機により加熱しながら圧延することによって冶金一体化して所定厚さのクラッド基材Aを成形する一方、このクラッド基材Aを鍛造して表面に凹凸部Uを成形した後、このクラッド基材Aの全体を加熱して刃物基板Bを形成して、当該凹凸表面を研削加工して一方の端縁部Eに仮刃部S’を成形し、然る後、この刃物基板Bの表面全体を酸性液剤によりエッチング処理することによって、表面に露出した相対的に卑なステンレス鋼部分を腐食せしめて、層境界線Lにより画定された領域毎に変色することによって色相差を生ぜしめて、表面に斑点模様およびダマスカス模様を作出して、前記仮刃部S’を仕上げ研磨して鋭刃部Sを形成して、これらの層境界線Lを当該鋭刃部Sまで形成せしめる。
(もっと読む)
包丁用のアタッチメント
【課題】被切断物の切断時における刀身からの脱落を防止しつつ、刀身から容易に取り外すことが可能な包丁用のアタッチメントを提供する。
【解決手段】包丁2の刀身2aに取り付けられる包丁用のアタッチメント1は、被切断物を刀身2aから離れる方向へ案内するガイド部材4と、ガイド部材4に保持されるとともに刀身2aに吸着してガイド部材4を刀身2aに取り付ける吸着盤5とを備えている。このアタッチメント1では、吸着盤5は、被切断物を刀身2aから離れる方向へ案内する機能を果たしていないため、吸着盤5の設計の自由度を高めることが可能になり、刀身2aへの吸着力が高まるように吸着盤5を形成することが可能になる。また、このアタッチメント1では、吸着盤5と刀身2aとの間に空気を入れれば、比較的容易に、アタッチメント1を刀身2aから取り外すことが可能になる。
(もっと読む)
乳製品用のナイフ
【課題】 バターを常温に戻さないと、食品に塗布は不可能だった。又、硬いチーズのカットも困難だった。
本発明は冷えたバター・チーズを容易にカット塗布する為に、ほっとかっとを提供する。
【解決手段】 この発明は、ナイフに通電し、熱を加える事により、カットと同時に熱により、バター・チーズが容易にカット又は塗布が出来る。
(もっと読む)
刃物
【課題】 しばらく研がずに使用していると、刃先が丸まってしまい、鋸のような引っ掛かりが無くなって、切れなくなっていた。
そこで、本発明の刃物の刃先(1c)は、鋼と軟鋼を30度に重ねてあり、砥石で研ぐと鋼だけが残り、凸凹に残るので、よく切れる刃物を提供するものである。
【解決手段】 刃物は、軟鋼板(3)の上に軟らかい板(1b)の軟鋼と、硬い板(1a)の鋼を交互に挟み、その軟らかい板(1b)の軟鋼と、硬い板(1a)の鋼は斜めにずらし、その上に薄い軟鋼板(4)を重ねて仮付けをして、摂氏約1000度に加熱して、ハンマーで叩き鍛えられ、その刃物鋼(1)を包丁本体(2)に溶接して、刃先(1c)を鋭利にする。
(もっと読む)
チタンクラッド鋼刃物及びその製造方法
【課題】刃物鋼として使用するための焼き入れ硬化処理を行なっても、クラッド接合部からの層間剥離を起こさず、しかも軽量性と耐食性及び耐久性に優れたチタン材料で構成した使い易いチタンクラッド鋼刃物及びその製造方法を提供する。
【解決手段】ステンレス刃物鋼材1と、チタン系材料で構成する刃物外皮材5と、前記ステンレス刃物鋼材と前記刃物外皮材との間に、ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料を重ね合わせてクラッド材としたチタンクラッド刃物鋼であって、前記ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料は、ステンレス刃物鋼材側から、銅合金の第3中間層2、Moの第2中間層3、V族元素金属の第1中間層4の順に重ね合わせたチタンクラッド刃物であり、特に熱間圧延工程の前段階で真空脱気を行う製造方法により、クラッド接合部からの層間剥離を起こさない軽量性と耐食性及び耐久性に優れたチタン材料で構成したチタンクラッド鋼とし、良質な刃物用材とする。
(もっと読む)
卸し金付き包丁
【課題】従来,包丁と卸し金は別々で,少量の薬味を卸す時でも卸し金を取り出して,大変不便で面倒であった。
【解決手段】そこで包丁と卸し金機能を一体にする事で,手間が省け便利になった。又歯の上部に卸し金機能を設ければ最も使い易く,最初から一体となった物以外に,取り外し可能も考慮したい。
(もっと読む)
レーザー光を用いた刃物硬化装置及び刃物硬化方法
【課題】高品質の刃物を低コストで再現性よく得る。
【解決手段】
この刃物硬化装置は、容器100中の水(流体)20中に固定された固定台11と、超短時間パルスの極高尖頭値の電磁界を持つパルスレーザー光を発するレーザー光源12を具備する。固定台11には、硬化処理される刃物30が機械的に固定される。レーザー光源12は超短時間パルスの極高尖頭値の電磁界をもつパルスレーザー光121を発し、刃先面32を照射する。このパルスレーザー光121の照射によって、刃先面32の近傍において光学的及び熱的に圧縮応力を生成し、刃物30全体、あるいはこのパルスレーザー光121に照射される任意の箇所において、圧縮残留応力、高硬度、高剛性等の特性を付与することができる。
(もっと読む)
イチゴのヘタ取り器具を内包したイチゴパック。
【課題】安価であって、何時でも何処でも安全・容易にイチゴのヘタを取る器具をイチゴパック(容器)に提供する。
【解決手段】イチゴのヘタ取り器具は、先端が刃物のように鋭利で、かつ先端部の半分は斜めにカットされている。イチゴのへた部分に差し込むにあたっては、刃物なみの鋭角でなければその効果を発揮できないためである。
さらに、ヘタ芯部分を半円に囲むように切れ目を入れることが切除のポイン
トである。このとき、ヘタ取り器具を動かさずイチゴを半回転させると容易にヘタを取り除くことができる。このイチゴのヘタ取り器具を容器(イチゴパック)に内包付着するものである。
(もっと読む)
11 - 20 / 53
[ Back to top ]